第1页共10页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共10页实验十FANUC数控系统数据传输一
掌握FANUC0iD/0iMateD系统的数据传输方法
FANUC数控系统外部通讯参数设定
FANUC系统外部通讯软件参数设定
FANUC数控系统参数输入、输出
4零件加工程序输入、输出
FANUC0iMate-TDCK6132数控车床
FANUC0imate-MDXH7132数控加工中心机床
台式个人电脑PC机两台
标准串行接口通讯线缆(RS-232-C双端D型9孔插头)两条
FANUC数控系统外部串行接口通讯工作原理
FANUC数控系统外部串行通讯参数设定
个人电脑PC机RS-232-C串行通讯功能的使用
数控系统各种数据的备份与恢复
实验具体要求1
加装数控机床电气控制柜外罩(有机玻璃罩或关紧电器控制柜柜门),机床系统上电前查看机床当前状态,确认外观是否异常;确认急停按钮(红蘑菇钮)是否良好且在按下状态(急停状态);确认各进给轴行程限位开关及其线路是否正常;确认机床当前位置
在数控机床系统上电时,告知小组其他同学,此时不要触碰任何电气控制部件,避免意外触电
在设定或修改数控系统参数时,必须事先弄懂相关参数,必须有明确的操作目的和操作步骤
只能设定或修改本次实验所及的参数,不得随意修改非本次实验参数
做任何参数的改动都要专门记录所及参数的原始设定值
第2页共10页第1页共10页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共10页六
相关知识与技能FANUC公司推出的新一代CNC与0C、0D相比较,无论是硬件还是软件功能都有很大提高
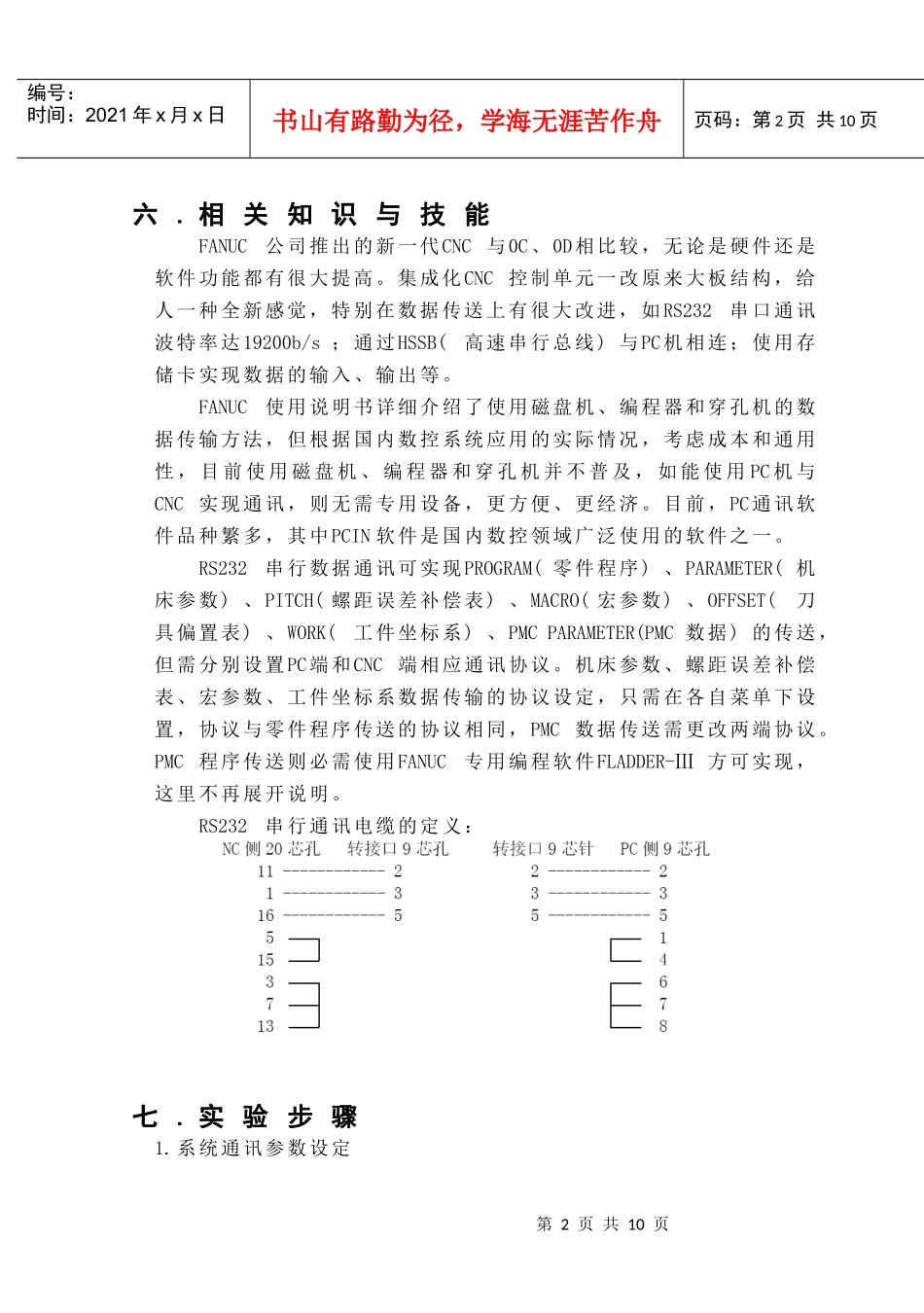
集成化CNC控制单元一改原来大板结构,给人一种全新感觉,特别在数据传送上有很大