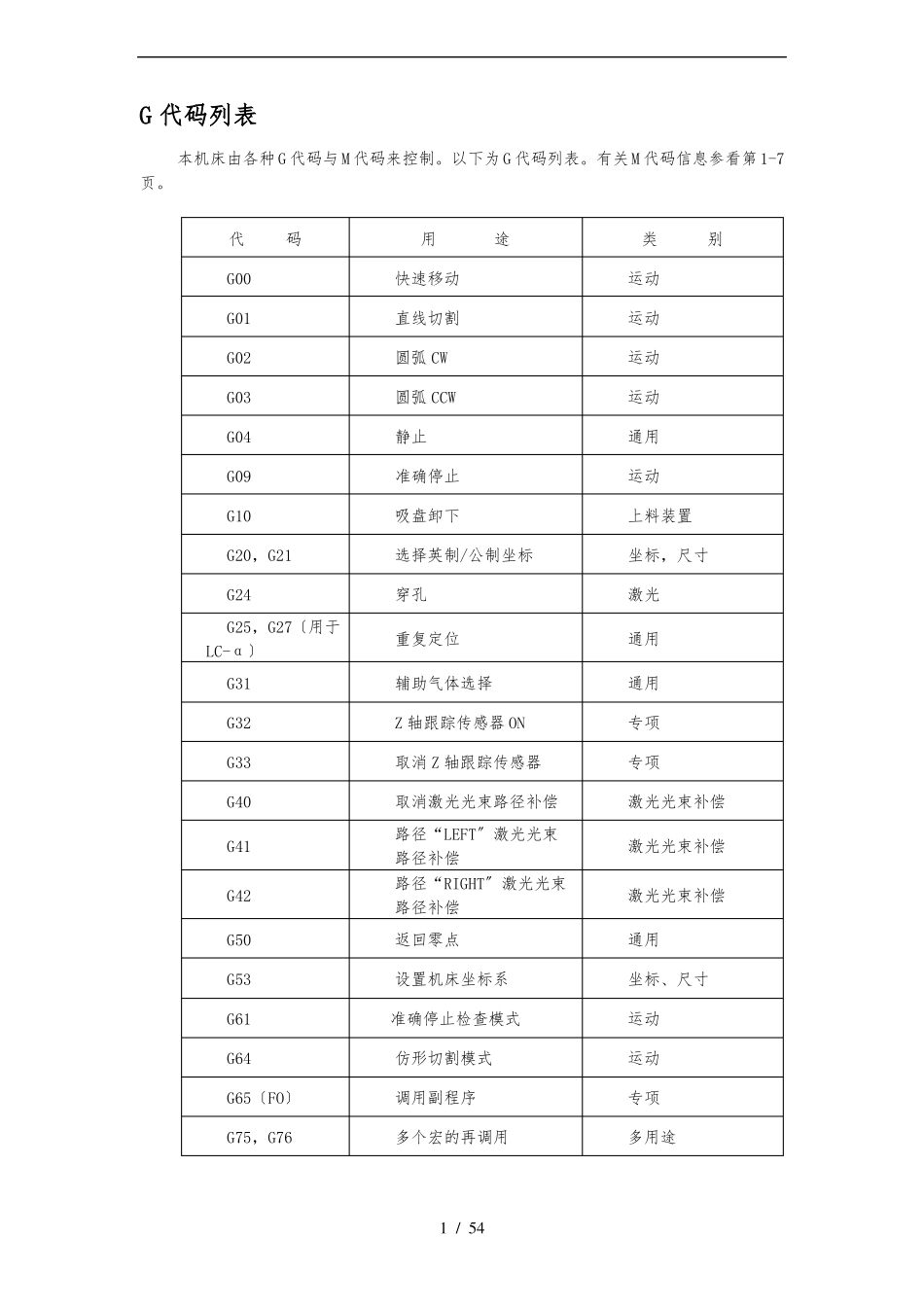
G代码列表本机床由各种G代码与M代码来控制
以下为G代码列表
有关M代码信息参看第1-7页
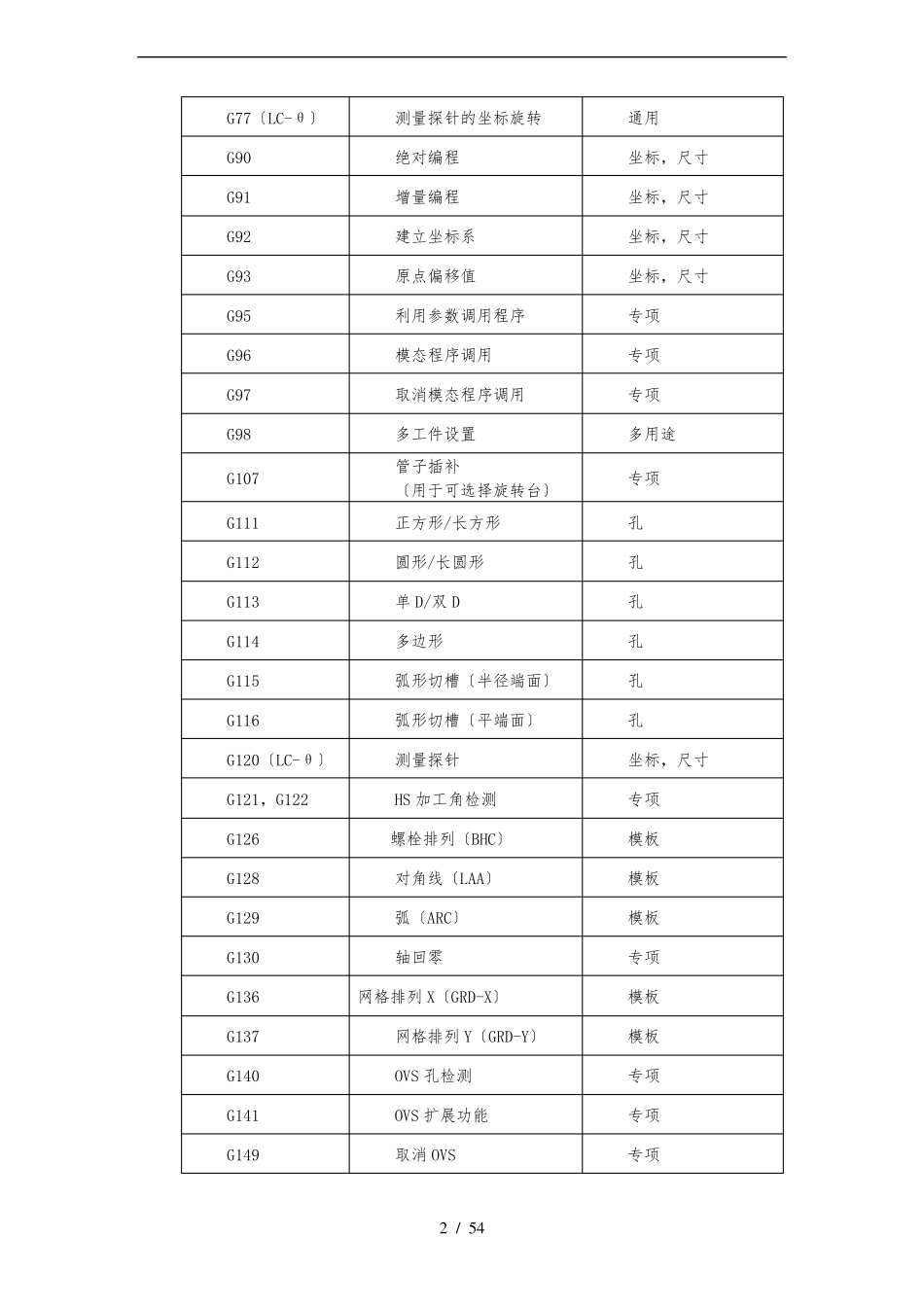
代码G00G01G02G03G04G09G10G20,G21G24G25,G27〔用于LC-α〕G31G32G33G40G41G42G50G53G61G64G65〔FO〕G75,G76用途快速移动直线切割圆弧CW圆弧CCW静止准确停止吸盘卸下选择英制/公制坐标穿孔重复定位辅助气体选择Z轴跟踪传感器ON取消Z轴跟踪传感器取消激光光束路径补偿路径“LEFT〞激光光束路径补偿路径“RIGHT〞激光光束路径补偿返回零点设置机床坐标系准确停止检查模式仿形切割模式调用副程序多个宏的再调用类别运动运动运动运动通用运动上料装置坐标,尺寸激光通用通用专项专项激光光束补偿激光光束补偿激光光束补偿通用坐标、尺寸运动运动专项多用途1/54G77〔LC-θ〕G90G91G92G93G95G96G97G98G107G111G112G113G114G115G116G120〔LC-θ〕G121,G122G126G128G129G130G136G137G140G141G149测量探针的坐标旋转绝对编程增量编程建立坐标系原点偏移值利用参数调用程序模态程序调用取消模态程序调用多工件设置管子插补〔用于可选择旋转台〕正方形/长方形圆形/长圆形单D/双D多边形弧形切槽〔半径端面〕弧形切槽〔平端面〕测量探针HS加工角检测螺栓排列〔BHC〕对角线〔LAA〕弧〔ARC〕轴回零网格排列X〔GRD-X〕网格排列Y〔GRD-Y〕OVS孔检测OVS扩展功能取消OVS通用坐标,尺寸坐标,尺寸坐标,尺寸坐标,尺寸专项专项专项多用途专项孔孔孔孔孔孔坐标,尺寸专项模板模板模板专项模板模板专项专项专项2/54G150G160〔LC-θ〕G161G162G163G164G165G166G173定制比例/旋转间隔弧插补间隔角半径插入取消间隔角半径3D坐标