第三讲:特种加工系列——电火花加工(二)E-mail:jhzhang@hebut
cn先进制造技术目录5
电火花加工用的脉冲电源6
电火花加工的自动进给调节系统8
电火花加工应用9
电火花加工的发展趋势7
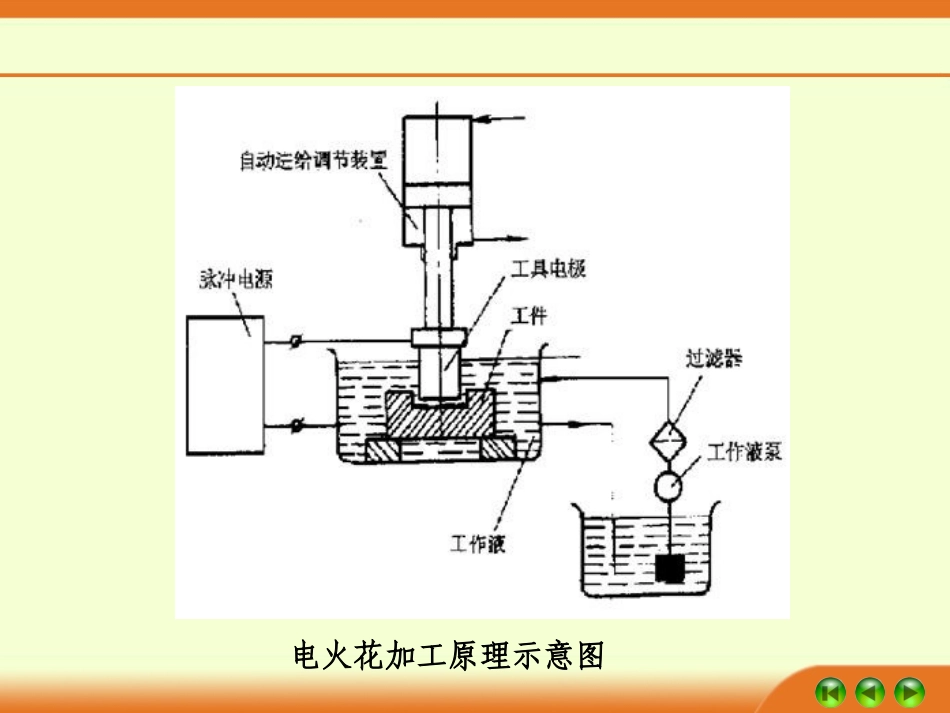
工作液循环、过滤系统电火花加工原理示意图对脉冲电源性能的要求:(1)脉冲电压波形的前后沿应该很陡,使脉冲电流及脉冲能量的变化较小,减小因电极间隙的变化或金属屑等引起工艺过程的波动
最理想的是陡度为90
的矩形波脉冲
(2)脉冲是单向的,即没有负半波或负半波很小,以最大限度地利用极性效应,实现高效低耗的加工
(3)脉冲的主要参数如电流幅值、脉冲宽度、脉冲间隔等应能在很宽的范围内调节,以满足粗、中、精加工的不同要求
(4)工作稳定可靠,操作维修方便
电火花加工用的脉冲电源电火花加工用脉冲电源(按回路中元件)分类(1)RC线路弛张式(2)晶体管式(3)大功率集成器件式5
电火花加工用的脉冲电源5
电火花加工用的脉冲电源VCARE(a)ÔÀíͼ(b)²¨ÐÎͼuuducE0tRC线路脉冲电源动画电火花加工用的脉冲电源RC线路脉冲电源的优点:1)结构简单,工作可靠,成本低2)在小功率时,可获得很窄的脉宽和很小的单个脉冲能量,可用作光整加工和精微加工
电火花加工用的脉冲电源RC线路脉冲电源的缺点:1)电能利用效率很低,计算证明最大不超过36%,大部分电能转化为热能损失掉
2)生产效率低,电容的充电时间比放电时间长50倍以上,脉冲间隙系统
3)直流电源与放电间隙之间没有开关元件隔离,影响稳定性
电火花加工用的脉冲电源自振式晶体管脉冲电源框图电火花加工用的脉冲电源自振式晶体管脉冲电源的优点:脉冲频率高脉冲参数易调节脉冲波形好自动化程度高等优点
电火花加工用的脉冲电源各种派生脉冲电源高低压复合脉冲电源(高压引燃回路,加工回路)5
电火花加工用的脉冲电源优点:提