半空心铆钉自冲铆接工艺是一个在铆钉与板料之间形成牢固互锁的冷成型工艺,是通过机械互锁连接板件的方法,它可以用于连接各种混合异种板材,如带镀锌层、有机层或预涂装的钢板以及铝钢混合板件或塑料与金属的混合板件
同时,半空心铆钉自冲铆接既可以用来连接总厚度高达6mm的钢板,也可以用来连接总厚度为10mm的轻质合金
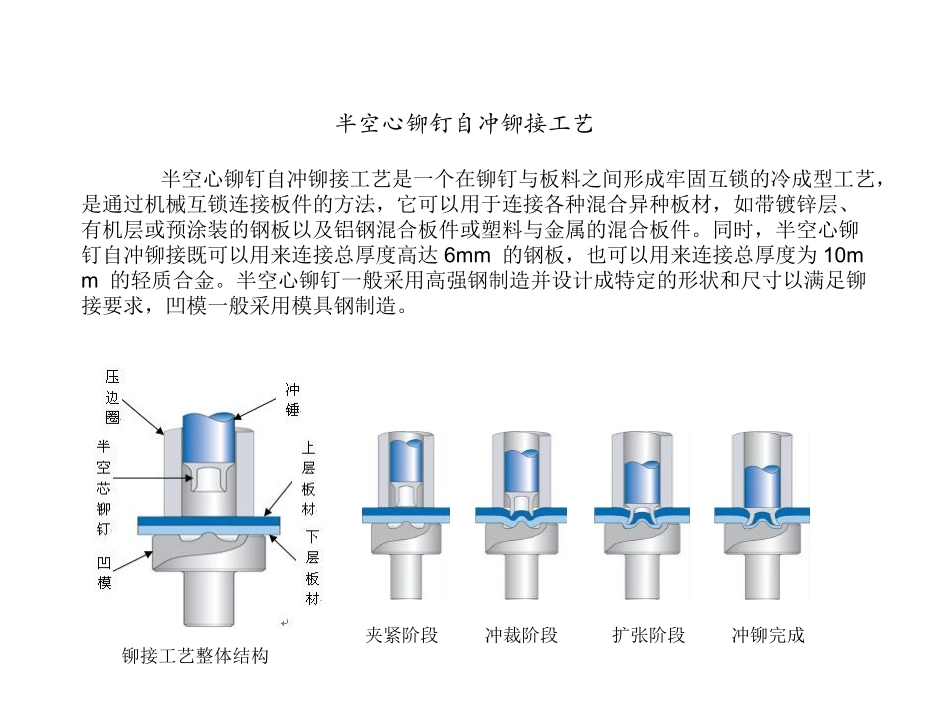
半空心铆钉一般采用高强钢制造并设计成特定的形状和尺寸以满足铆接要求,凹模一般采用模具钢制造
半空心铆钉自冲铆接工艺铆接工艺整体结构夹紧阶段冲裁阶段扩张阶段冲铆完成自冲铆接工艺的基本原则为了满足使用要求,这种自冲铆接工艺仍然需要注意以下基本原则:1
确定不对易碎的板材进行铆接,如玻璃板、脆质塑料板等;2
底层板材最好为金属,并具有12%以上的延伸率;3
当需将不同厚度、强度的板材铆接在一起时,虽然从技术上讲从任一方向均可实现铆接,但是一般推荐将较薄、强度较低的板材铆接到较厚、强度较高的板材上;4
为取得最佳铆接效果,底层板材的厚度应超过整个板材组厚度的三分之一;5
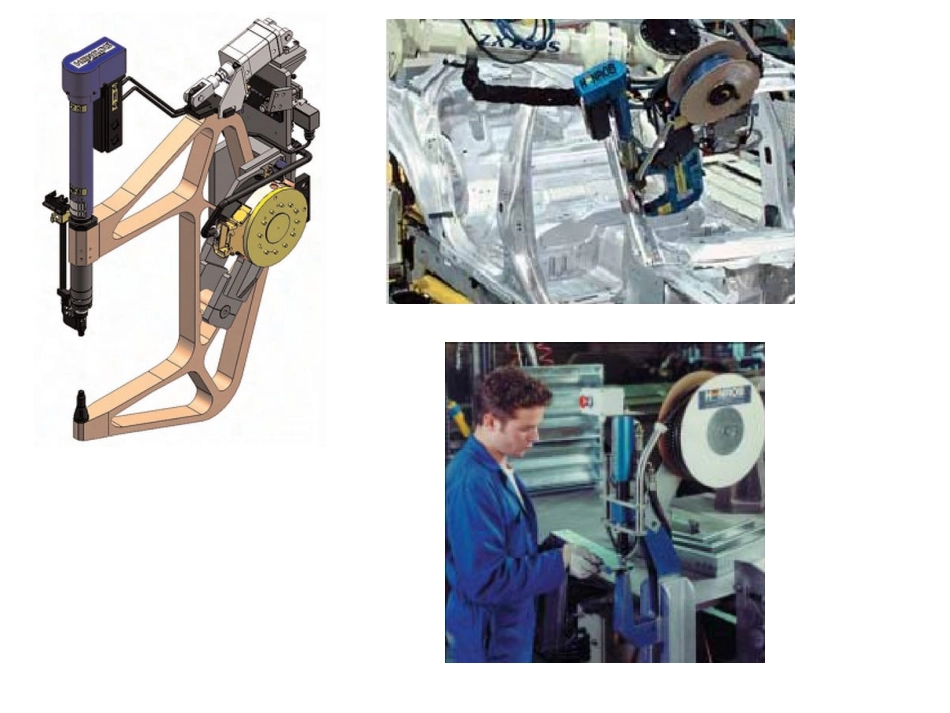
自冲铆接需要从工件的两面同时施压,需要在上下两面都有适宜的空间保证
半空心铆钉的自冲铆接工艺在铆接两层相同金属材料时,较厚的放在下层;铆接两层不同金属材料时,将塑性好的材料放在下层;铆接金属与非金属材料时,将金属材料放在下层自冲铆接工艺参数铆钉管腿的内径外径管腿长度管腿形状涂层材料及强度模具凹模直径模钉体积比凹模凸台高度几形状凹模直径涂层压边圈模具材料及其强度性能板材厚度板料板件排列的上下顺序冲压设备铆接压力自冲铆工艺参数论文一:自冲铆接设备研制及轻量化材料自冲铆接工艺开发模钉体积比对自冲铆接接头质量影响研究实验材料:铆钉:采用盘头铆钉研究对象:AA6061-T6铝合金板和DP780高强钢板凹模设计:空腔容积与试验所用7mm半空心铆钉体积大致相同的凹模设定为基准凹模,命名为D1,基于D1分别沿径向和轴向两个方