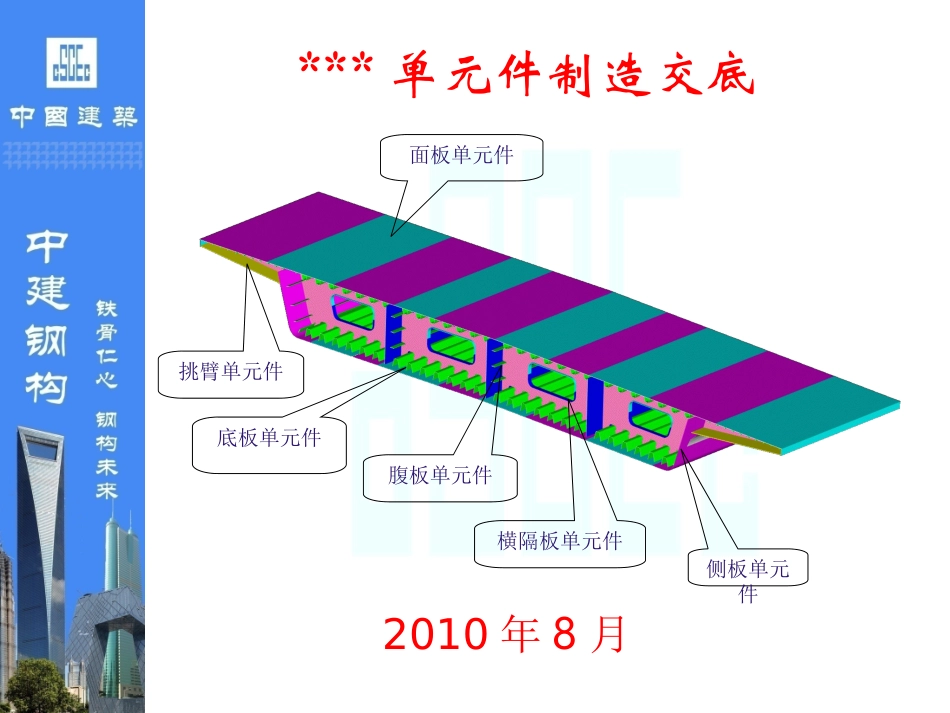
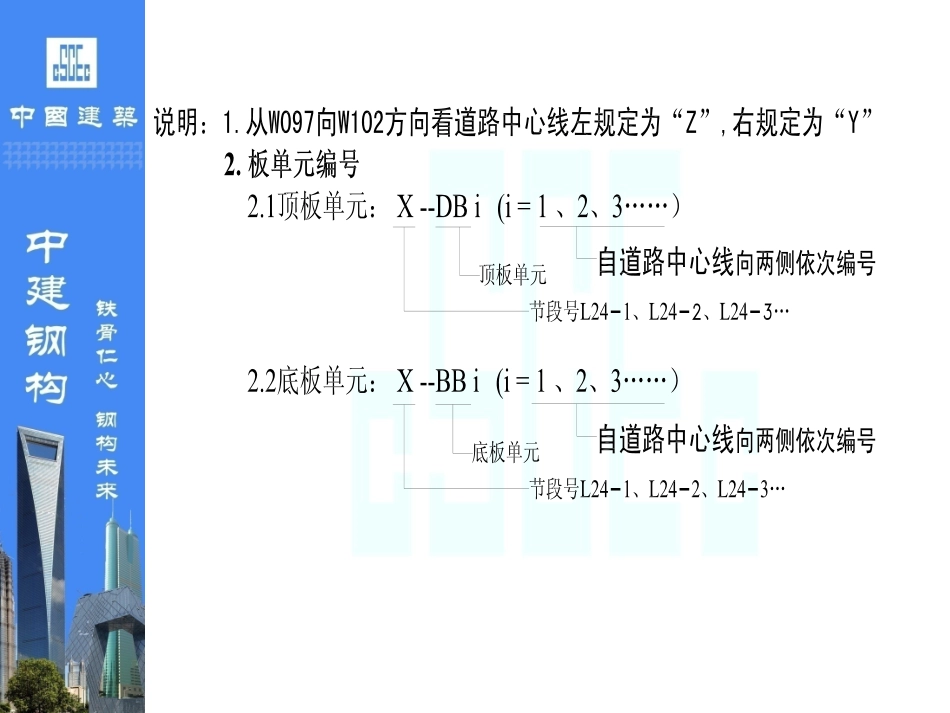
***单元件制造交底2010年8月面板单元件腹板单元件底板单元件挑臂单元件横隔板单元件侧板单元件L24联标准节段单元件划分图L24联平面划分图矫正●顶底板精切下料后需矫平,严格控制平面度
●采用反变形胎,闭口肋用CO2自动焊机施焊,焊后控制松卡温度,并进行适当修整
●顶底板采用多嘴精切(含坡口)在余量端留配切量
U肋下料后经过矫正、机加工、压制成型
●将顶底板单元的纵、横基线返到无U(扁钢)肋面,打样冲眼,以备梁段组装用
●采用磁力吊吊钢板,以防产生永久变形
用板单元组装胎组装,组装时将纵、横基线返到顶底板上,并打上样冲眼
组装U(扁钢)肋下料●焊后上平台进行修整检验,以保证顶底板平面度
焊接修整划线●用泡沫板和塑料布将顶板U肋端口封闭,防止雨水和杂物进入
包装顶(底)板制作组装流程顶、底板单元是全桥最多最主要的板单元,其制造精度直接影响到全桥的质量
基准端余量端1)板单元组装顶板单元U形肋采用自动定位组装胎进行定位组装,严格控制U形肋纵、横向位置
顶(底)板制作工艺要点:2)反变形焊接工艺U形肋与顶板的焊接在板单元反变形焊接胎上进行船位焊接,既保证了焊缝的熔透深度,又保证了板单元焊后的平面度
板单元反变形旋转焊接胎3)样板检查为保证板单元U形肋间距满足整体式横隔板要求,除采用上述的工艺、工装外,还将采用专用样板检查控制横隔板位置的U形肋间距,样板自由落入率必须达到100%
U形肋间距控制及检查样板隔板制作组装流程横隔板不仅是钢箱梁的骨架,而且在梁段组装时起到内胎的作用,其制造精度直接影响到梁段的几何尺寸和相邻梁段箱口间的匹配精度;本桥横隔板设计为上下直接插入顶底板U形肋,因此在横隔板单元制作过程中必须严格控制尺寸精度●采用数控精切下料(先切外形,再切坡口);肋板、人孔和管线孔围板采用多嘴切割机精切下料
下料矫正●严格控制平面度和直线度
组焊竖肋●以横隔板底边为基准精确划出