250热轧线生产工艺制度产生部门:技术质量组编制时间:2006
31受控状态:受控环形加热炉工艺制度1、严格按照加热温度制度正确加热管坯,使进、出炉温度及温差在工艺要求范围内,不允许产生过热、过烧、脱碳及低温钢等加热缺陷
2、根据管坯钢种以及尺寸变化、炉况等及时准确地通过仪表调节燃料量、风量、空燃比、炉压、风压、风温等控制参数
并正确记录炉况
3、从点火开始,须密切注意环行加热炉上各种部件运行情况,有异常情况必须进行记录,并包检修部门检修
天然气气压力低于2700Pa,应及时与调度室联系,来提高天然气压力、保证正常生产
4、炉子上各监测热工仪表、水封槽水位、炉内辊道,一直要维持正常工作状态,遇有异常情况,必须及时报检修部门检修
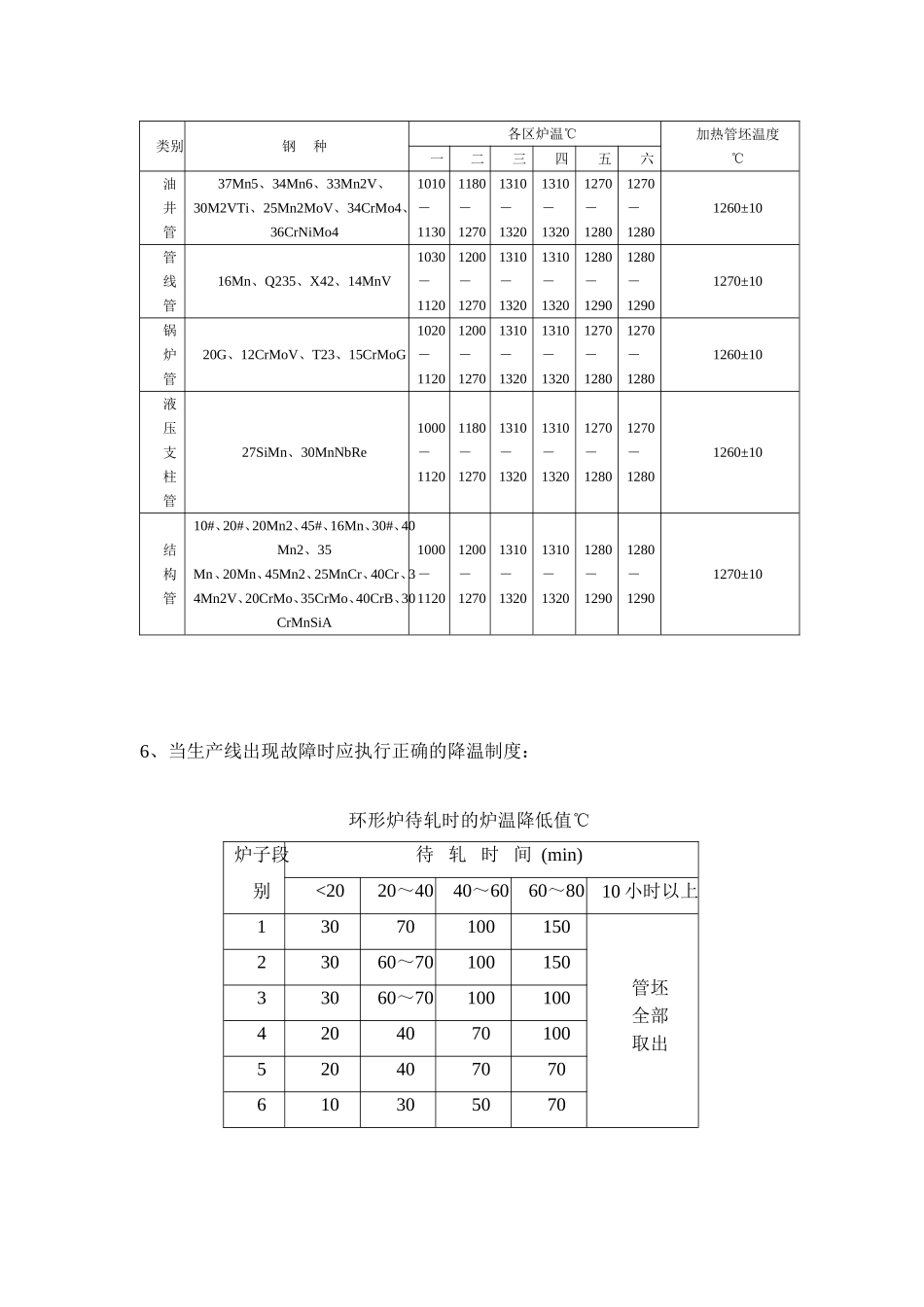
5、加热温度制度:类别钢种各区炉温℃加热管坯温度℃一二三四五六油井管37Mn5、34Mn6、33Mn2V、30M2VTi、25Mn2MoV、34CrMo4、36CrNiMo41010-11301180-12701310-13201310-13201270-12801270-12801260±10管线管16Mn、Q235、X42、14MnV1030-11201200-12701310-13201310-13201280-12901280-12901270±10锅炉管20G、12CrMoV、T23、15CrMoG1020-11201200-12701310-13201310-13201270-12801270-12801260±10液压支柱管27SiMn、30MnNbRe1000-11201180-12701310-13201310-13201270-12801270-12801260±10结构管10#、20#、20Mn2、45#、16Mn、30#、40Mn2、35Mn、20Mn、45Mn2、25MnCr、40Cr、34Mn2V、20CrMo、35