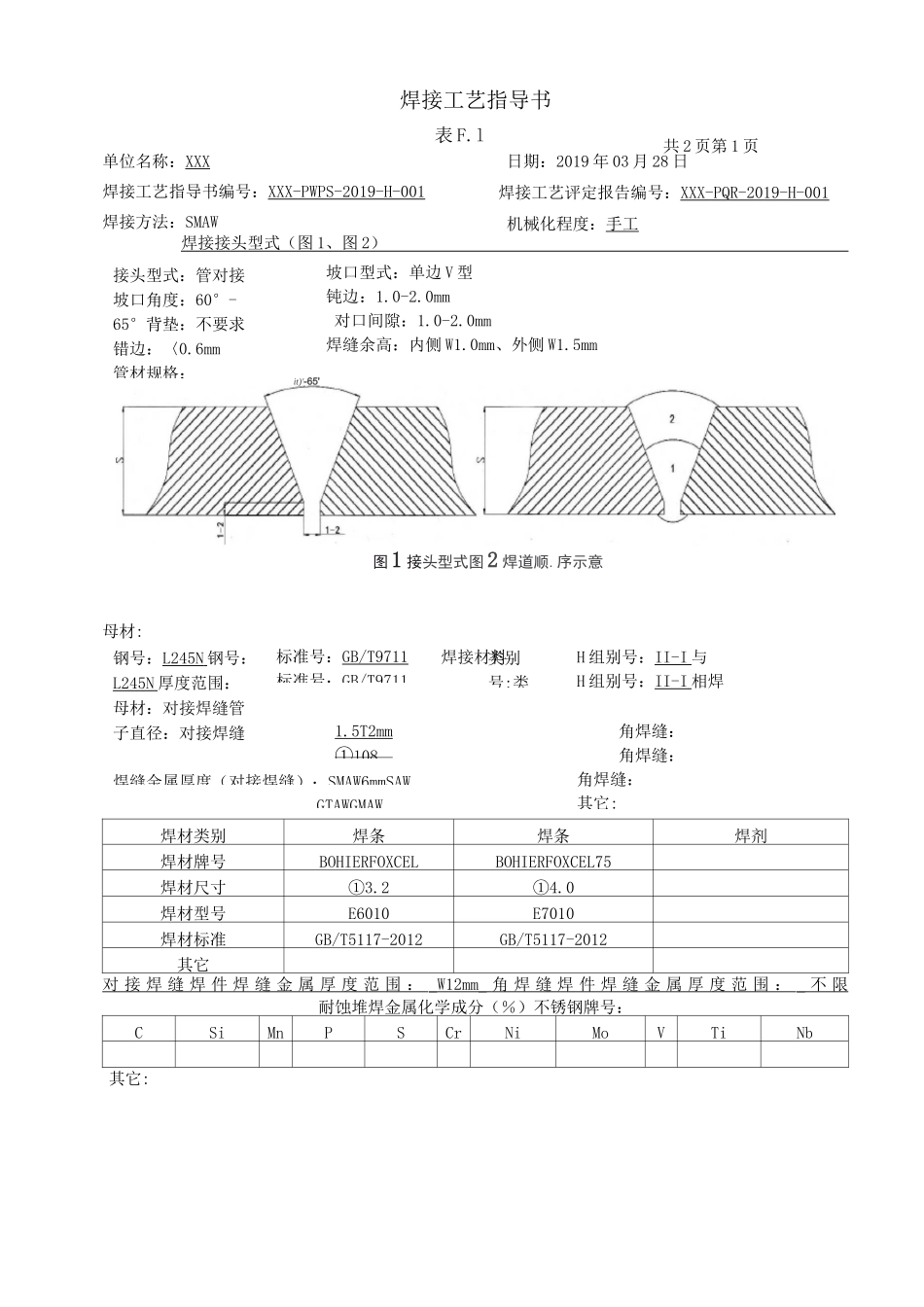
001焊接工艺指导书(PWPS)焊接方法:SMAW材质:L245N试件位置:6G规格:0108x6编号:XXXX-PWPS-2019-H-001编制:审核:批准:单位:XXX日期:2019年03月28日共2页第1页接头型式:管对接坡口角度:60°-65°背垫:不要求错边:〈0
6mm管材规格:钢号:L245N钢号:L245N厚度范围:母材:对接焊缝管子直径:对接焊缝标准号:GB/T9711标准号:GB/T97111
5T2mm①108焊缝金属厚度(对接焊缝):SMAW6mmSAWGTAWGMAW类别号:类H组别号:II-I与H组别号:II-I相焊角焊缝:角焊缝:角焊缝:其它:焊接工艺指导书表F
l单位名称:XXX焊接工艺指导书编号:XXX-PWPS-2019-H-001焊接方法:SMAW日期:2019年03月28日焊接工艺评定报告编号:XXX-PQR-2019-H-001机械化程度:手工焊接接头型式(图1、图2)坡口型式:单边V型钝边:1
0mm对口间隙:1
0mm焊缝余高:内侧W1
0mm、外侧W1
5mm母材:焊接材料焊材类别焊条焊条焊剂焊材牌号BOHIERFOXCELBOHIERFOXCEL75焊材尺寸①3
0焊材型号E6010E7010焊材标准GB/T5117-2012GB/T5117-2012其它对接焊缝焊件焊缝金属厚度范围:_W12mm_角焊缝焊件焊缝金属厚度范围:_不限耐蚀堆焊金属化学成分(%)不锈钢牌号:CSiMnPSCrNiMoVTiNb其它:it)'-65'图1接头型式图2焊道顺
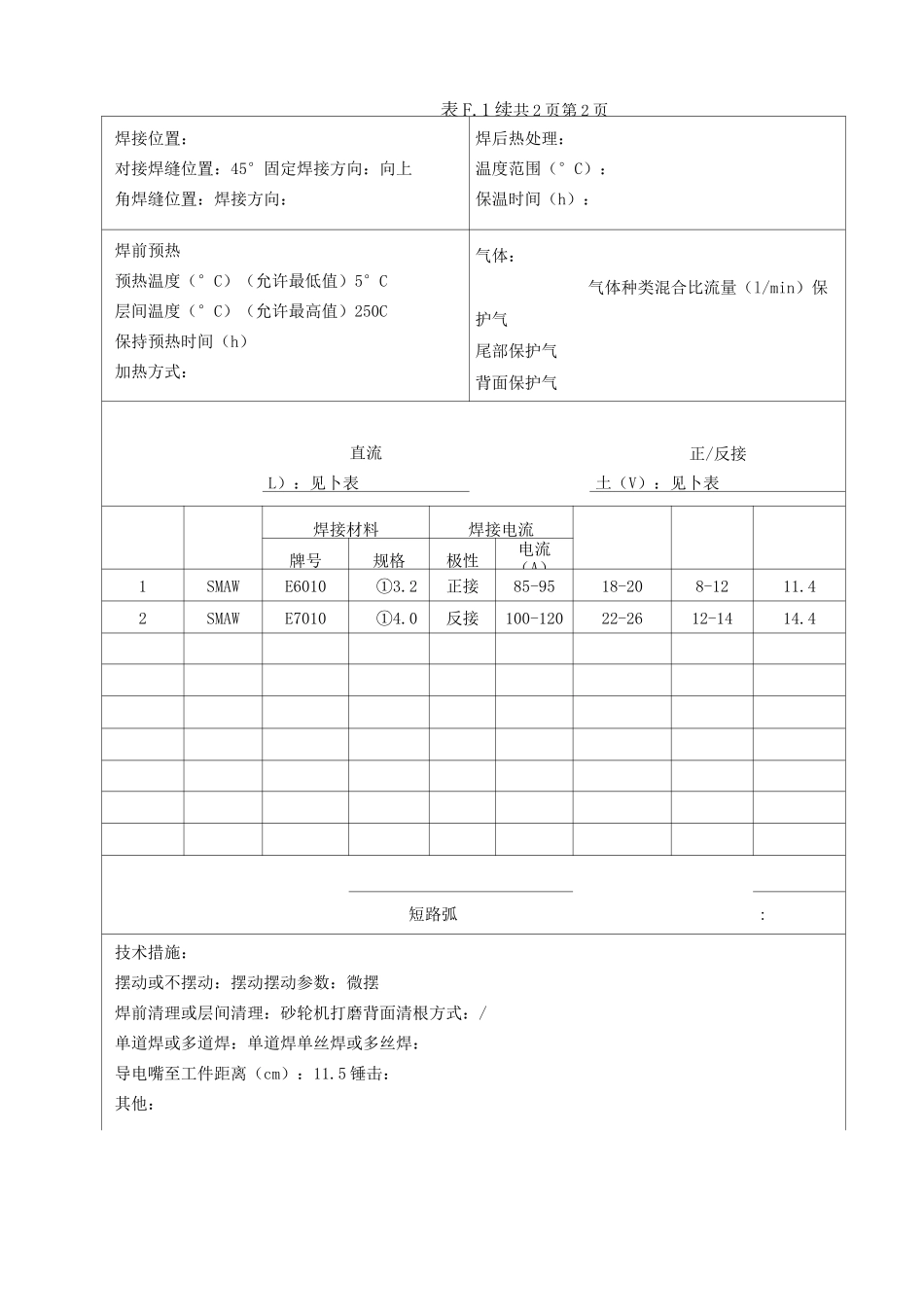
1续共2页第2页焊接位置:对接焊缝位置:45°固定焊接方向:向上角焊缝位置:焊接方向:焊后热处理:温度范围(°C):保温时间(h):焊前预热预热温度(°C)(允许最低值)5°C层间温度(°C)(允许最高值)250C保持预热