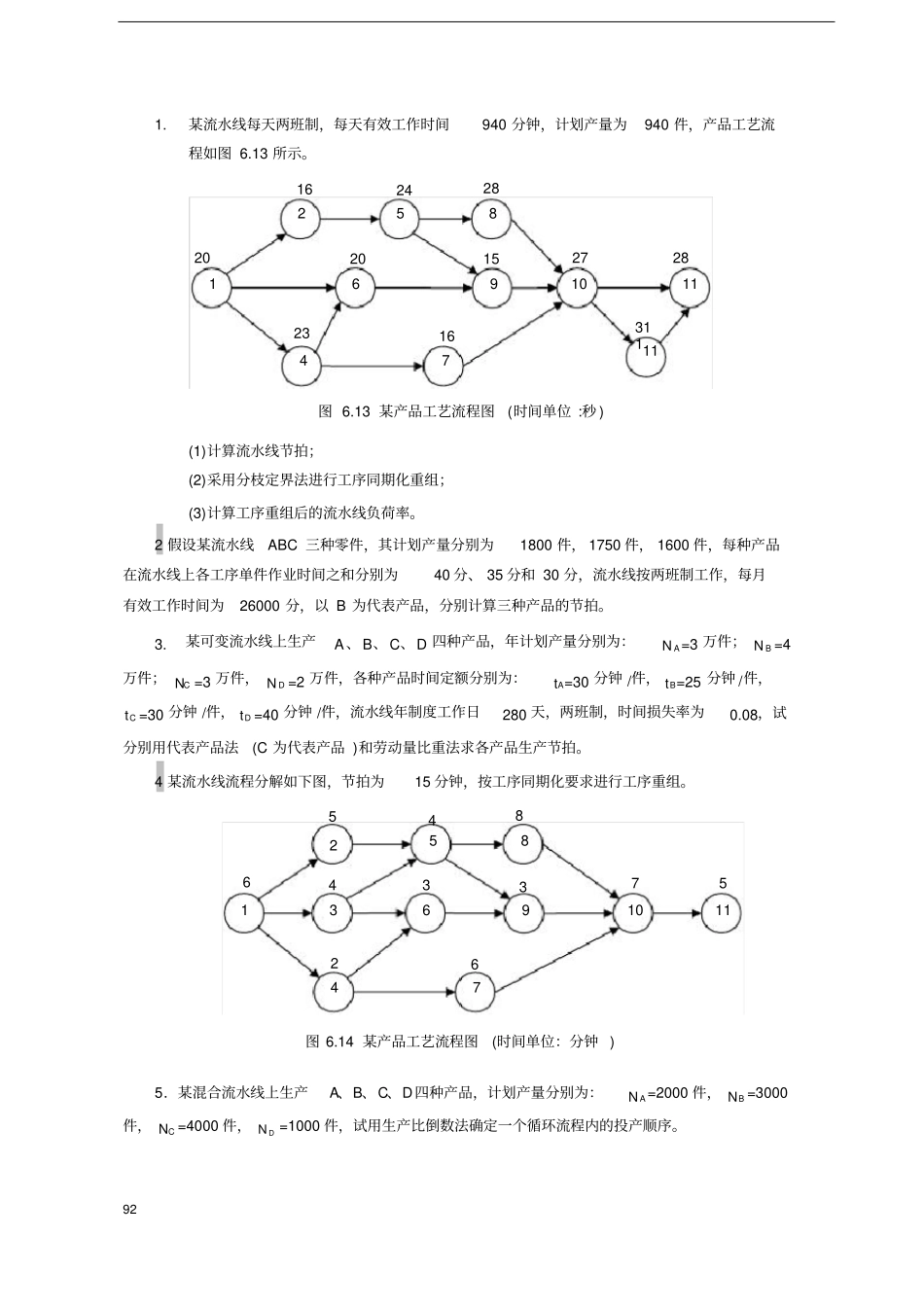
某流水线每天两班制,每天有效工作时间940分钟,计划产量为940件,产品工艺流程如图6
1622452882020152728169101123416731111图6
13某产品工艺流程图(时间单位:秒)(1)计算流水线节拍;(2)采用分枝定界法进行工序同期化重组;(3)计算工序重组后的流水线负荷率
2假设某流水线ABC三种零件,其计划产量分别为1800件,1750件,1600件,每种产品在流水线上各工序单件作业时间之和分别为40分、35分和30分,流水线按两班制工作,每月有效工作时间为26000分,以B为代表产品,分别计算三种产品的节拍
某可变流水线上生产A、B、C、D四种产品,年计划产量分别为:NA=3万件;NB=4万件;NC=3万件,ND=2万件,各种产品时间定额分别为:tA=30分钟/件,tB=25分钟/件,tC=30分钟/件,tD=40分钟/件,流水线年制度工作日280天,两班制,时间损失率为0
08,试分别用代表产品法(C为代表产品)和劳动量比重法求各产品生产节拍
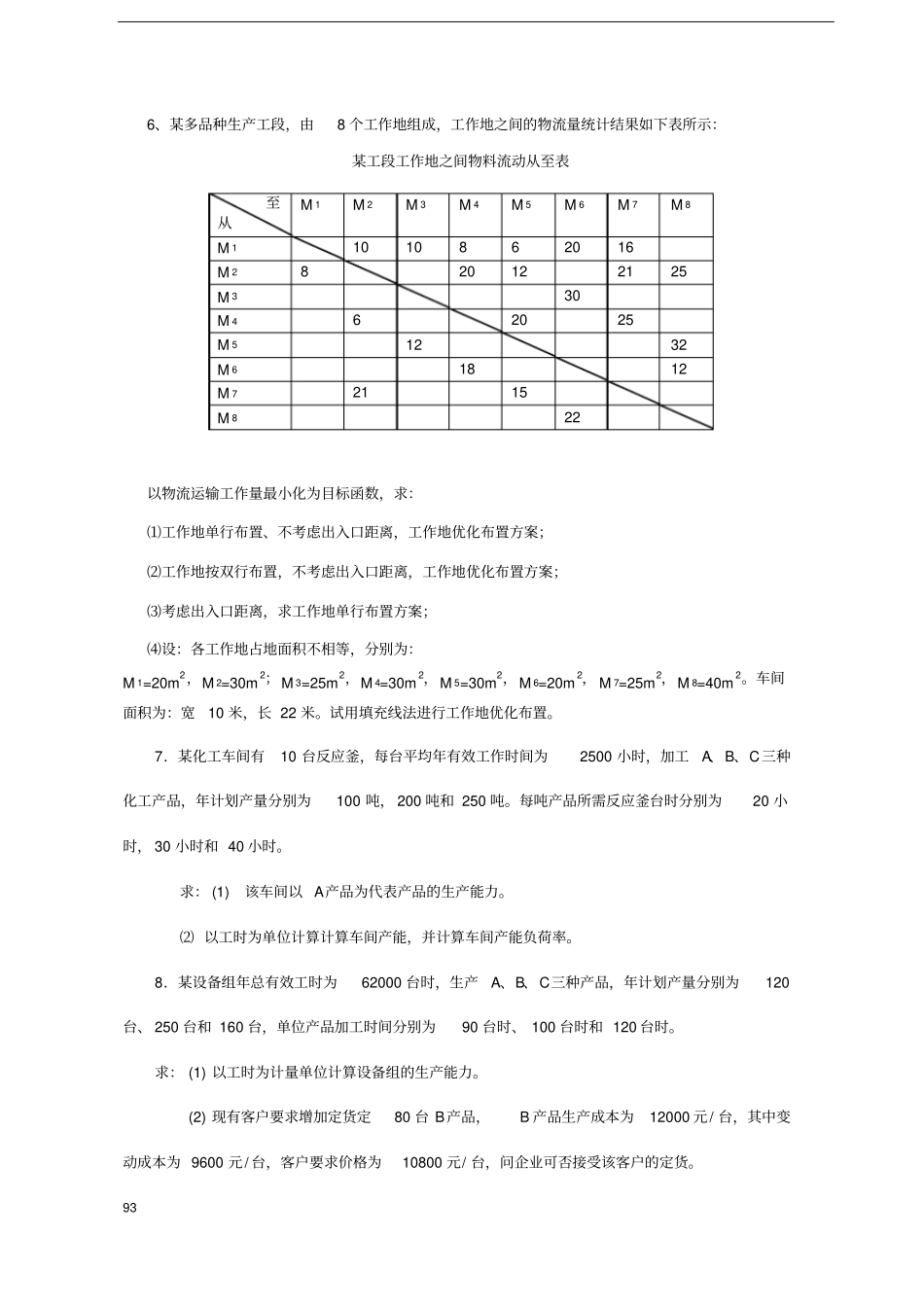
4某流水线流程分解如下图,节拍为15分钟,按工序同期化要求进行工序重组
654524388375136910112467图6
14某产品工艺流程图(时间单位:分钟)5.某混合流水线上生产A、B、C、D四种产品,计划产量分别为:NA=2000件,NB=3000件,NC=4000件,ND=1000件,试用生产比倒数法确定一个循环流程内的投产顺序
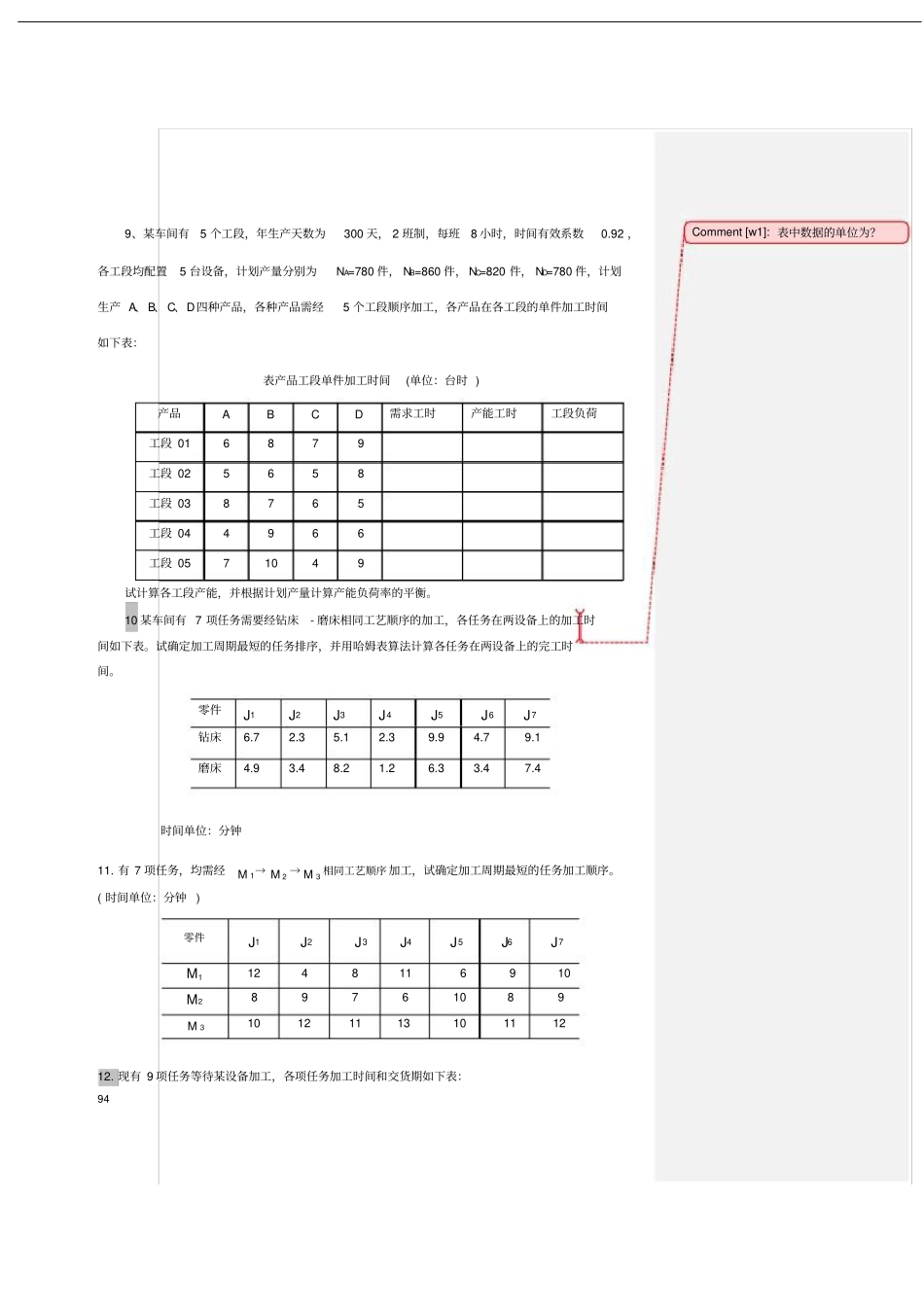
926、某多品种生产工段,由8个工作地组成,工作地之间的物流量统计结果如下表所示:某工段工作地之间物料流动从至表以物流运输工作量最小化为目标函数,求:⑴工作地单行布置、不考虑出入口距离,工作地优化布置方案;⑵工作地按双行布置,不考虑出入口距离,工作地优化布置方案;⑶考虑出入口距离,求工作地单行布置方案;⑷设:各工作地占地面积不相等,分别为:M1=