实用标准文档文案大全钢构件的优化排料问题1、问题的重述1
1背景在当今激烈的市场竞争中,降低生产成本、提高生产效率和增强对市场的应变能力,是企业保持竞争力的主要实现手段
在钢构件制造产品的生产过程中,依照产品零件尺寸从板料中截取大小适当的零件过程称之为排料,也称之为下料
排料是钢构件制造的第一道工序
在这道工序中,不同的排料方案具有不同的材料利用率,而原材料的利用率直接影响产品的成本
材料费用是制造企业主要的生产成本,一般占总成本的60%~80%,在大批量生产中,材料的利用率即使提高1%,所创造的经济效益也相当可观
据调查,优化下料后,制造企业材料利用率可平均提高5%~10%
另外由于切割工艺的要求,切割只能实行“一刀切”的工艺(在整料或余料中,从一边的某点到另外一边某点的连线一次切割,但可以在切割下来的板料中再次切割)
板材的利用率就是所有零件面积之和与在一刀切工艺后继续切割的那部分板材面积的比值
2问题对于第一问,对1张板料和若干规则形状零件,求如何在板料中摆放零件使其板料的利用率最高
规则形状零件即指矩形零件
其描述一般只需用矩形的长和宽
规则形状零件的排料问题的实质是研究如何组合零件摆放问题,使得在整个原料上摆放大量的不同长和宽的零件产生的废料最少、整料和余料的利用率最高
排放时,其零件间的搭接关系的处理相对容易,只需考虑长、宽两个因素(含预留的损耗量)
板材大小:2350*900【1张】
表1是九个规则形状零件的具体规格
表1零件一二三四五长(mm)350350500500500宽(mm)300200240210350个数22222零件六七八九长(mm)300250500500宽(mm)250200400200个数22222对于第二问,对1张板料和若干不规则形状零件,如何在板料中摆放零件使其板料的利用率最高
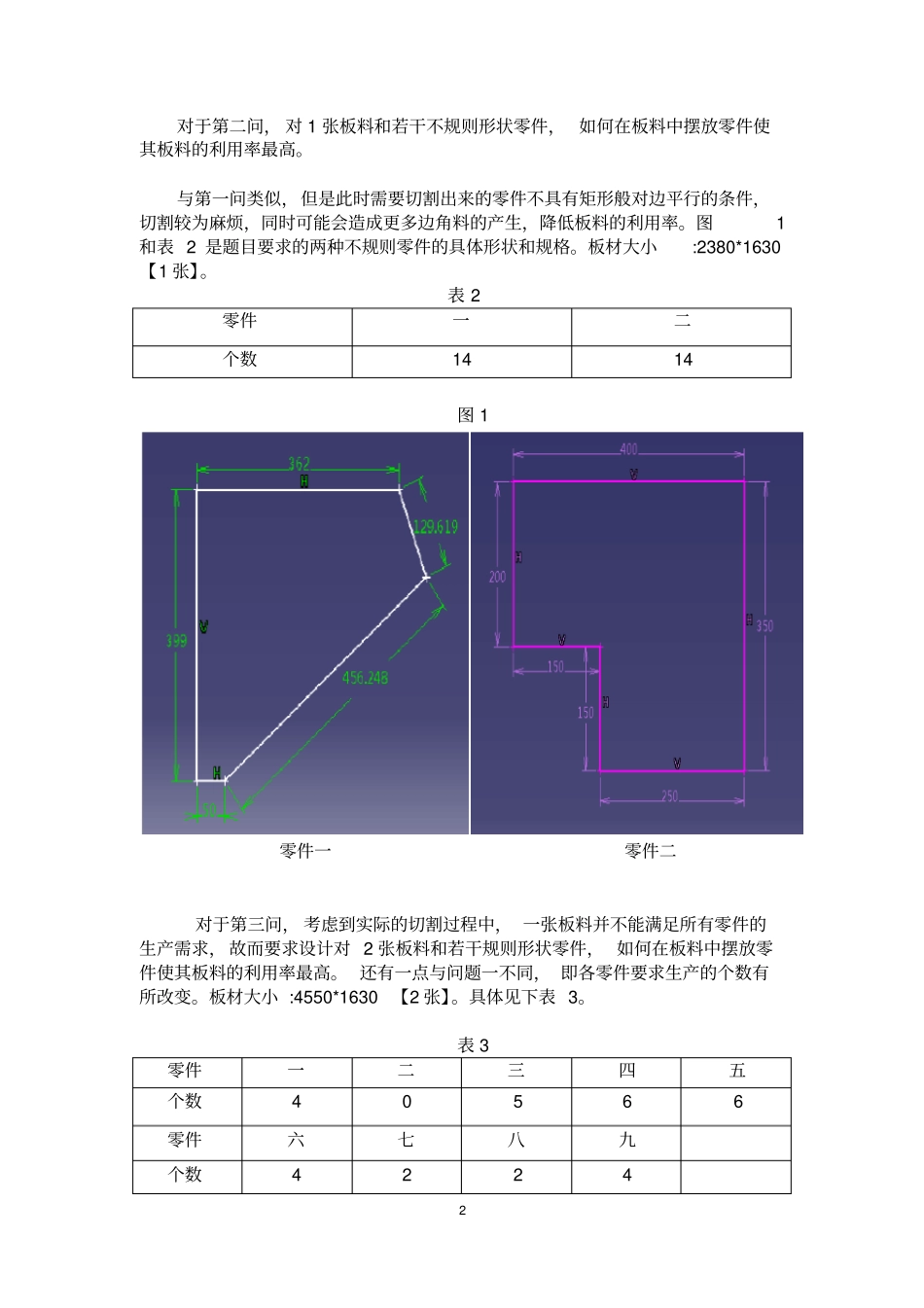
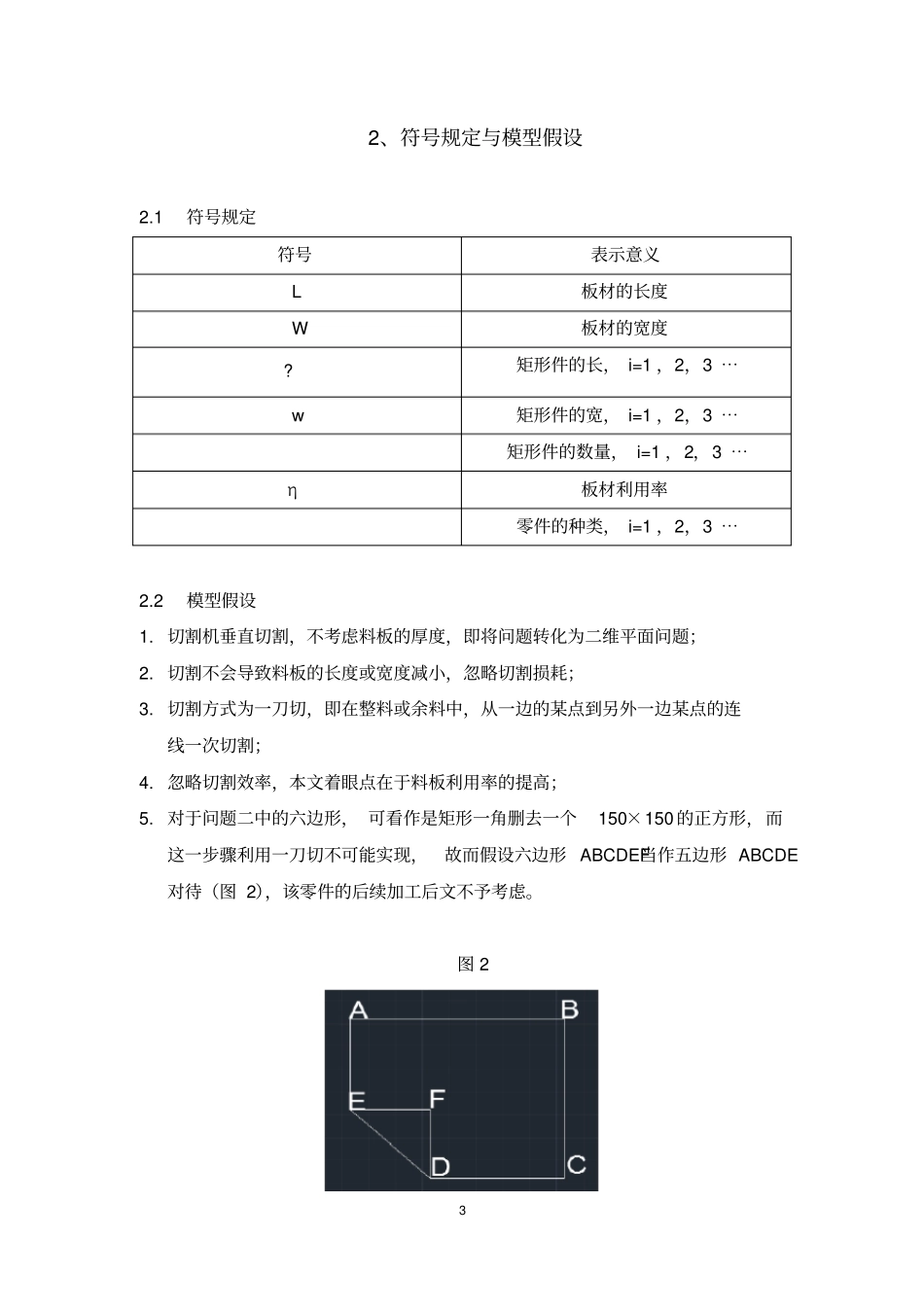
与第一问类似,但是此时需要切割出来的零件不具有矩形般