三角螺纹车削三角螺纹车削江苏省扬中中等专业学校江苏省扬中中等专业学校赵玉斌赵玉斌教学目标:1、掌握车削三角螺纹时机床调整
2、掌握三角螺纹车削
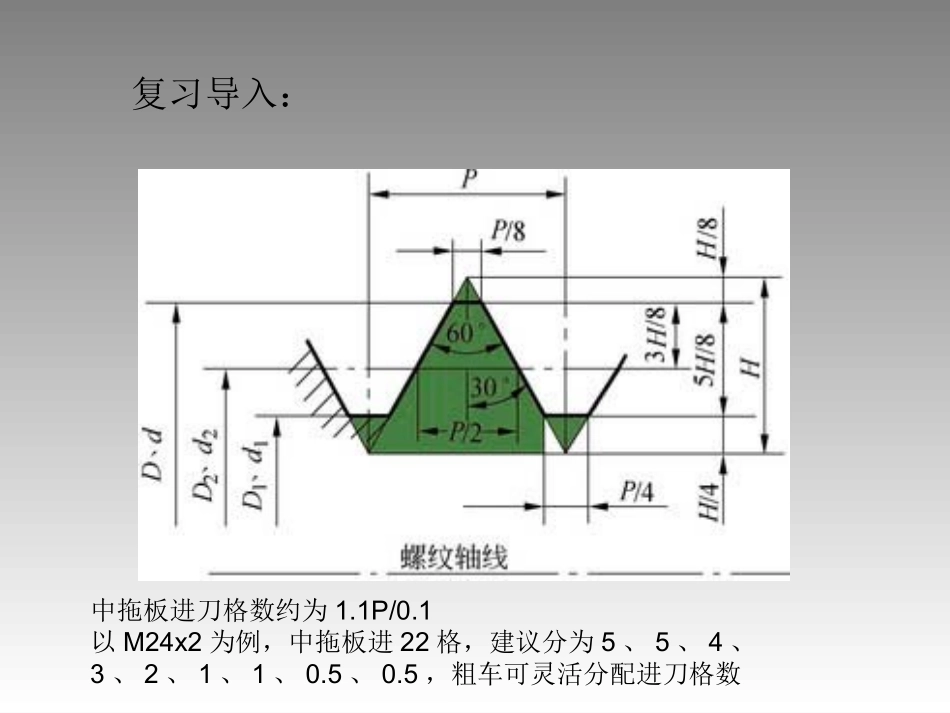
重点、难点:三角螺纹车削三角螺纹车削三角螺纹车削中拖板进刀格数约为1
1以M24x2为例,中拖板进22格,建议分为5、5、4、3、2、1、1、0
5,粗车可灵活分配进刀格数复习导入:任务1、螺纹车刀的安装(1)车刀刀尖必须与工件轴线等高(用弹性刀杆应略高于轴线约0
(2)车刀刀尖角平分线必须垂直于工件轴线
一般用样板找正装夹(见图),以免产生螺纹半角误差
(3)刀头伸出不要过长,一般为20~25㎜(约为刀杆厚度的1
任务2:机床调整(1)主轴转速:初学者用45~72r/min,熟练后可适当提高
(2)进给箱手柄:学会看铭牌,能熟练的拨动手柄至正确位置
(3)调整顺序:先主轴转速后进给箱,最后合上开合螺母
【练习】(1)正确、快速的装刀(2)能够快速的按要求拨动手柄到位任务3:倒顺车空车练习两手要协调,左手在螺纹车削过程中应始终握住操纵杆
注意中拖板退刀
【练习】(1)远离工件练习(2)靠近工件练习任务4:三角螺纹车削(M24x2)(1)中拖板刻度对零(2)车削三角螺纹(3)中拖板进到深度,目测牙顶的宽度,如牙顶较宽可用小拖板进行单面借刀,直至能拧上螺母、不松动为好
(4)所有手柄复位,车削三角螺纹完成
(提起开合螺母,进给箱手柄复位)【练习】按步骤,进行三角螺纹车削小结:1
三角螺纹车削的步骤2
三角螺纹车削的注意事项作业:单独练习M24x1
5的三角螺纹的车削