1欢迎下载X﹙S﹚N— 55/30 型加压式捏炼机操作规范GX
03 重庆恒泰电缆集团有限公司2010 年 08 月精品文档
2欢迎下载重庆恒泰线缆(集团)有限公司X﹙S﹚N— 55/30 型捏炼机组操作规范GX
03 代替:共 9 页第 1 页1 目的与适用范围本规范规定了X﹙S﹚N— 55/30 型捏炼机组生产线主要技术参数和操作步骤、设备的维护保养及常见问题的原因分析和解决方法
本规范适用于橡胶电线电缆绝缘和护套料的混炼
2 设备主要参数和功能2
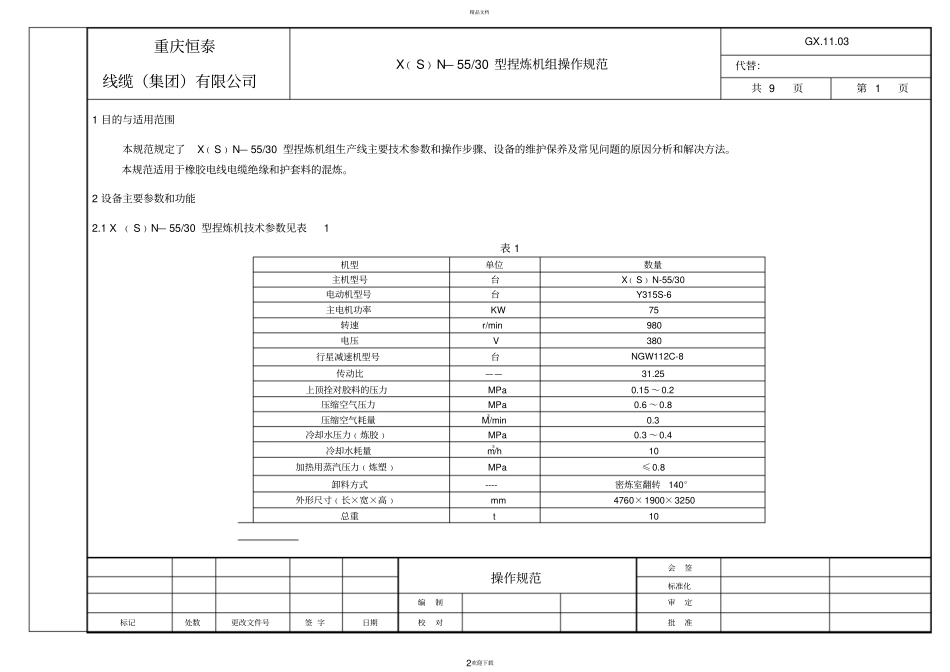
1 X ﹙S﹚N— 55/30 型捏炼机技术参数见表1 表 1 机型单位数量主机型号台X﹙S﹚ N-55/30 电动机型号台Y315S-6 主电机功率KW 75 转速r/min 980 电压V 380 行星减速机型号台NGW112C-8 传动比——31
25 上顶拴对胶料的压力MPa 0
15 ~ 0
2 压缩空气压力MPa 0
8 压缩空气耗量M3/min 0
3 冷却水压力﹙炼胶﹚MPa 0
4 冷却水耗量m3/h 10 加热用蒸汽压力﹙炼塑﹚MPa ≤ 0
8 卸料方式---- 密炼室翻转140°外形尺寸﹙长×宽×高﹚mm 4760× 1900× 3250 总重t 10 操作规范会签标准化编制审定标记处数更改文件号签 字日期校对批准精品文档
3欢迎下载X﹙S﹚N— 55/30 型捏炼机组操作规范GX
03 共 9 页第 2 页2
2 捏炼机的工作原理; 2
1混炼就是在密炼机内将各种配合剂均匀的加入到橡胶中,制成混合胶的过程
在混炼过程中,要考虑到各配合剂的性能、作用与用量
安排加料顺序,用量少的,难分散的先加,用量多的易分散的后加
混炼时加料的顺序对混合质量影响很大,加料顺序不当,轻则影响分散,重则导致烧焦,使胶料报废,对企业造成严重经济损失