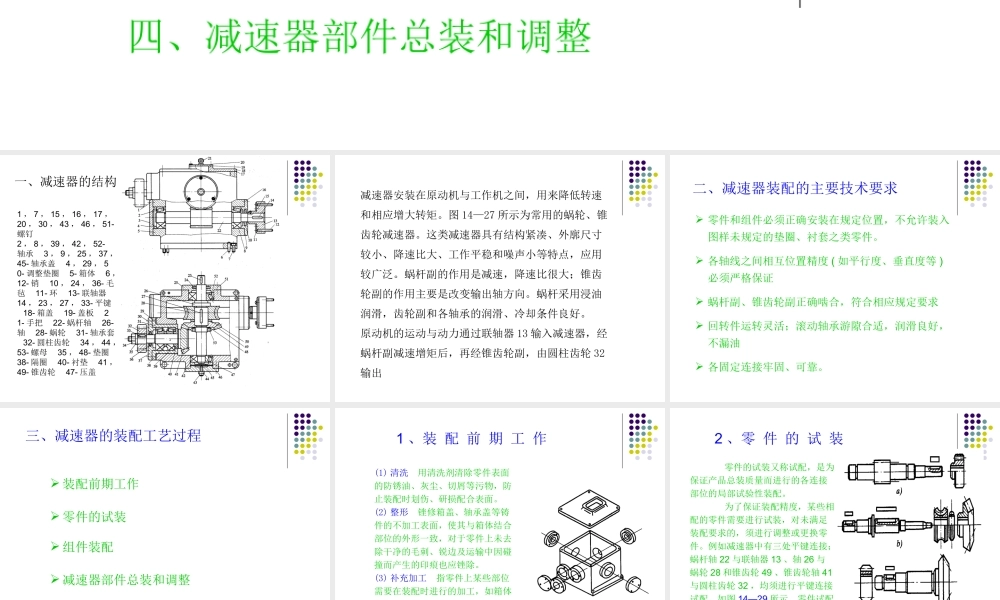
减 速 器 的 装 配 实 例一、减速器的结构二、减速器装配的主要技术要求三、减速器的装配工艺过程四、减速器部件总装和调整 一、减速器的结构1 , 7 , 15 , 16 , 17 ,20 , 30 , 43 , 46 , 51-螺钉 2 , 8 , 39 , 42 , 52-轴承 3 , 9 , 25 , 37 ,45- 轴承盖 4 , 29 , 50- 调整垫圈 5- 箱体 6 ,12- 销 10 , 24 , 36- 毛毡 11- 环 13- 联轴器 14 , 23 , 27 , 33- 平键 18- 箱盖 19- 盖板 21- 手把 22- 蜗杆轴 26-轴 28- 蜗轮 31- 轴承套 32- 圆柱齿轮 34 , 44 ,53- 螺母 35 , 48- 垫圈 38- 隔圈 40- 衬垫 41 ,49- 锥齿轮 47- 压盖 减速器安装在原动机与工作机之间,用来降低转速和相应增大转矩
图 14—27 所示为常用的蜗轮、锥齿轮减速器
这类减速器具有结构紧凑、外廓尺寸较小、降速比大、工作平稳和噪声小等特点,应用较广泛
蜗杆副的作用是减速,降速比很大;锥齿轮副的作用主要是改变输出轴方向
蜗杆采用浸油润滑,齿轮副和各轴承的润滑、冷却条件良好
原动机的运动与动力通过联轴器 13 输入减速器,经蜗杆副减速增矩后,再经锥齿轮副,由圆柱齿轮 32输出 二、减速器装配的主要技术要求 零件和组件必须正确安装在规定位置,不允许装入图样未规定的垫圈、衬套之类零件
各轴线之间相互位置精度 ( 如平行度、垂直度等 )必须严格保证 蜗杆副、锥齿轮副正确啮合,符合相应规定要求 回转件运转灵活;滚动轴承游隙合适,润滑良好,不漏油 各固定连接牢固、可靠
三、减速器的装配工艺过程 装配前期工作 零件的试装 减速器部件总装和调整 组件装配 (1) 清洗 用清洗剂清除零件表面的防锈油