冲压模具基本结构复合模结构定义•复合复合模是指在压力机(冲床)的一个工作行程中,在模具的同一部位同时完成数道冲压工序的模具
•它们可能是冲孔、落料、拉深或整形等不同工序的组合
复合模结构特点•生产效率高 节省人力、电力和工序间搬运工作
•冲裁精度高 因几道工序在同一工位上完成,定位基准一致
•制造成本较高 模具的制造精度要求较高,周期较长
模结构特点对比复合模结构选择原则•生产批量 复合模的生产效率高,故对大量生产有很重要的作用
•冲裁精度 当冲件的尺寸精度或对称度、同轴度要求较高时,可考虑采用复合模
•复合工序的数量 一般复合工序应在四个以下,否则模具结构复杂,强度也不好,并且不易制造和维修
复合模结构设计要点•曲柄压力机的许用压力曲线和复合模的压力曲线的关系(对于成形类复合模尤为重要)
•复合模中凸凹模的设计
•复合模的卸料推件装置
•复合模模架的选用
•复合模工作部分零件的材料选用
复合模结构分类依复合工序性质分为:•冲裁类复合模:如落料冲复合模
•成形类复合模:如复合挤压模
•冲裁与成形复合模:如落料拉深复合模
依其结构形式分为:顺装复合模:凹模装置在下模中的复合模
生產效率沖裁精度加工成本單工序模復合模連續模倒装复合模:凹模装置在上模中的复合模
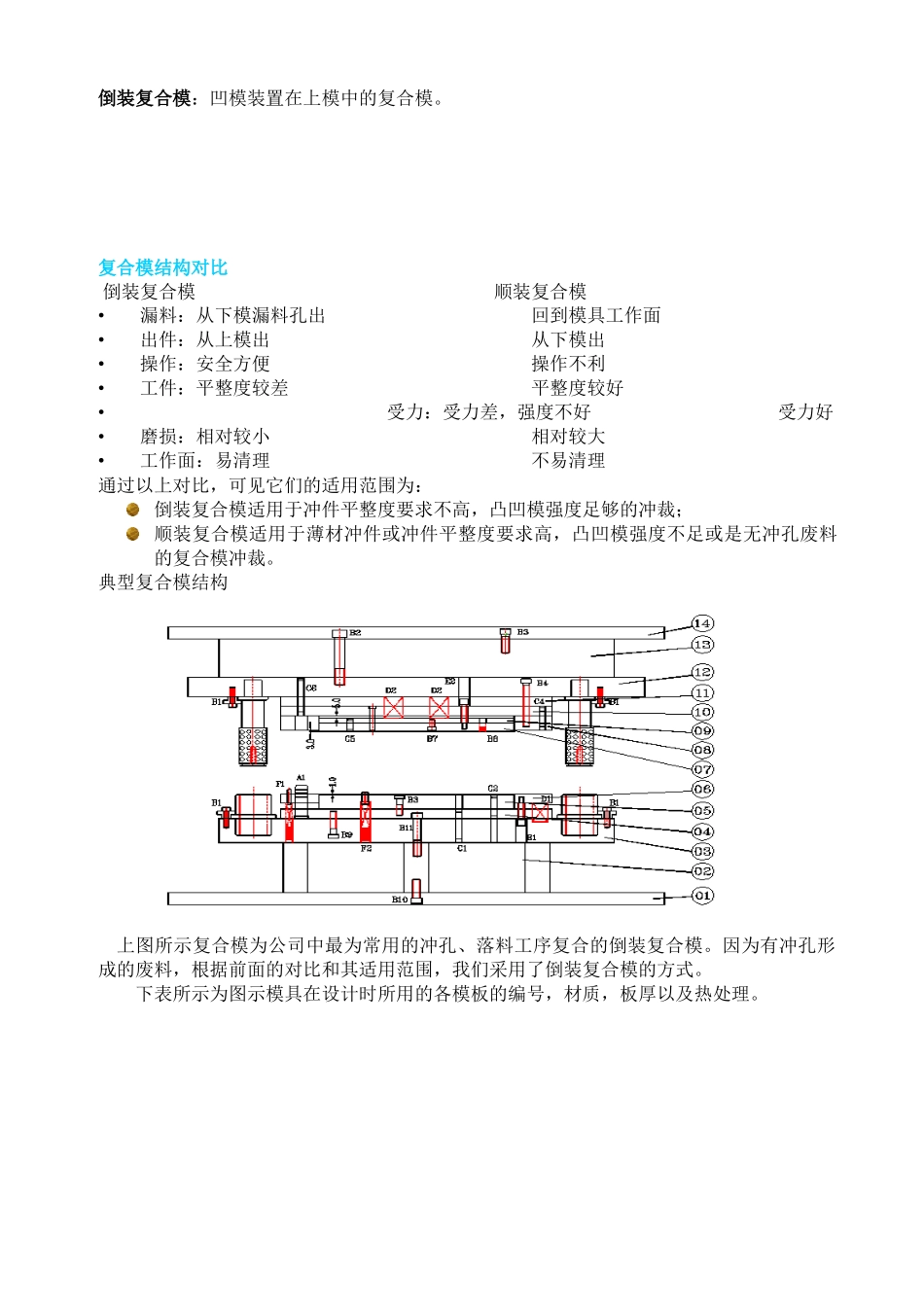
复合模结构对比 倒装复合模 顺装复合模• 漏料:从下模漏料孔出 回到模具工作面• 出件:从上模出 从下模出• 操作:安全方便 操作不利• 工件:平整度较差 平整度较好• 受力:受力差,强度不好 受力好• 磨损:相对较小 相对较大• 工作面:易清理 不易清理通过以上对比,可见它们的适用范围为:倒装复合模适用于冲件平整度要求不高,凸凹模强度足够的冲裁;顺装复合模适用于薄材冲件或冲件平整度要求高,凸凹模强度不足或是无冲孔废料 的复合模冲裁
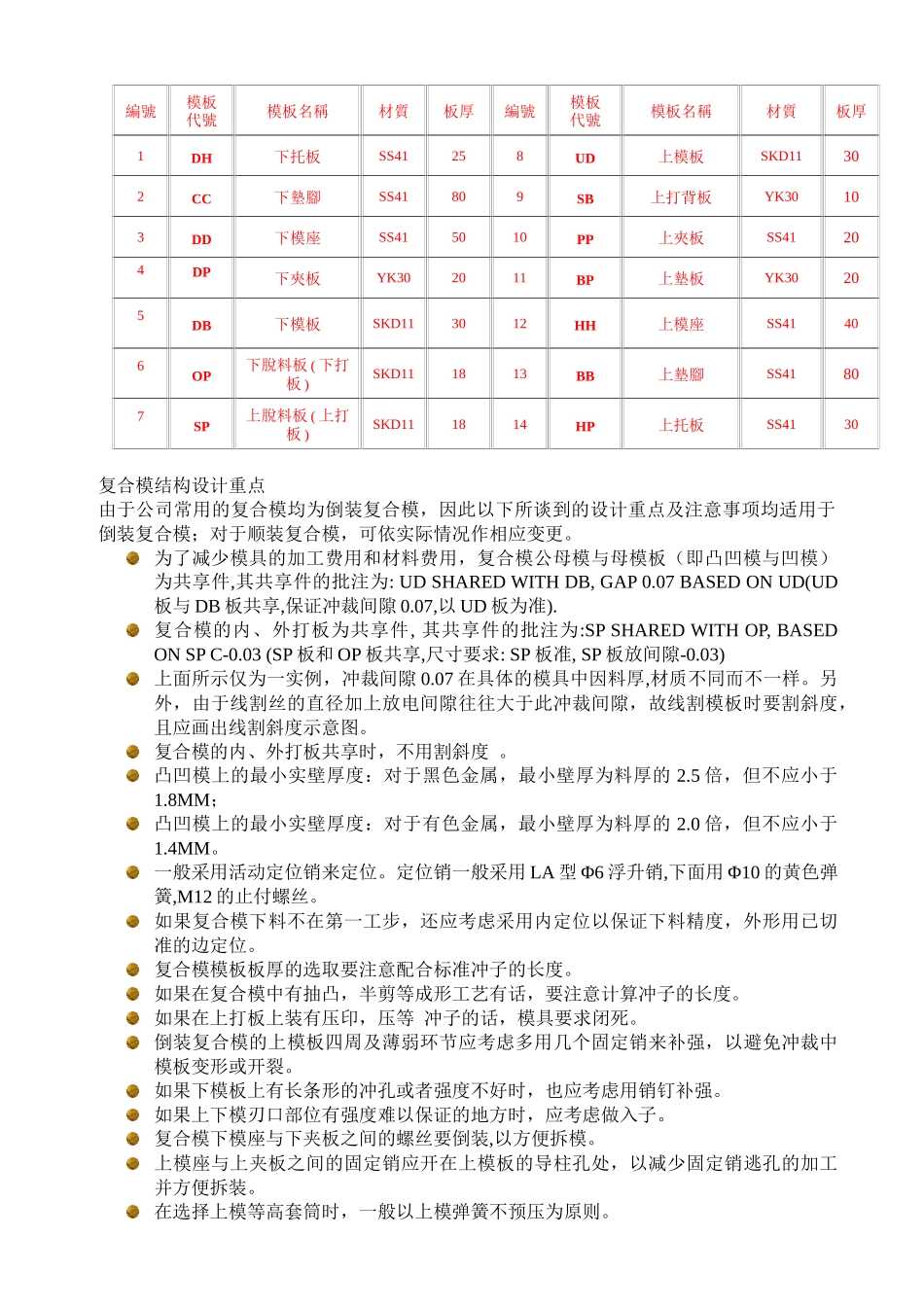
典型复合模结构上图所示复合模为公司中最为常用的冲孔、落料工序复合的倒装复合模