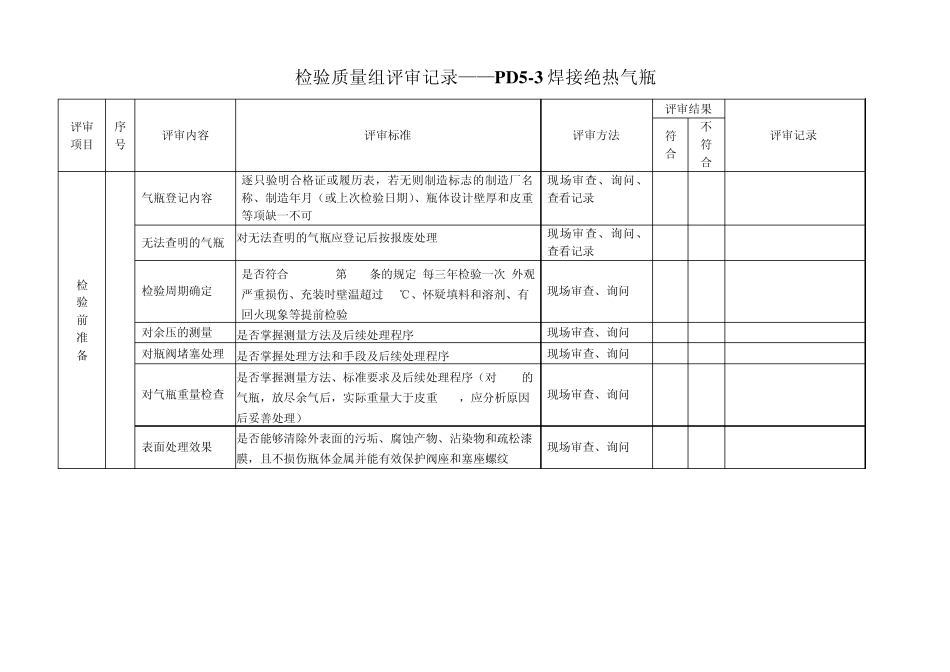
检验质量组评审记录——PD5-3 焊接绝热气瓶 评审 项目 序号 评审内容 评审标准 评审方法 评审结果 评审记录 符 合 不 符 合 检 验 前 准 备 1 气瓶登记内容 逐只验明合格证或履历表,若无则制造标志的制造厂名称、制造年月(或上次检验日期)、瓶体设计壁厚和皮重等项缺一不可 现场审查、询问、查看记录 无法查明的气瓶 对无法查明的气瓶应登记后按报废处理 现场审查、询问、查看记录 检验周期确定 是否符合 GB13076第 5
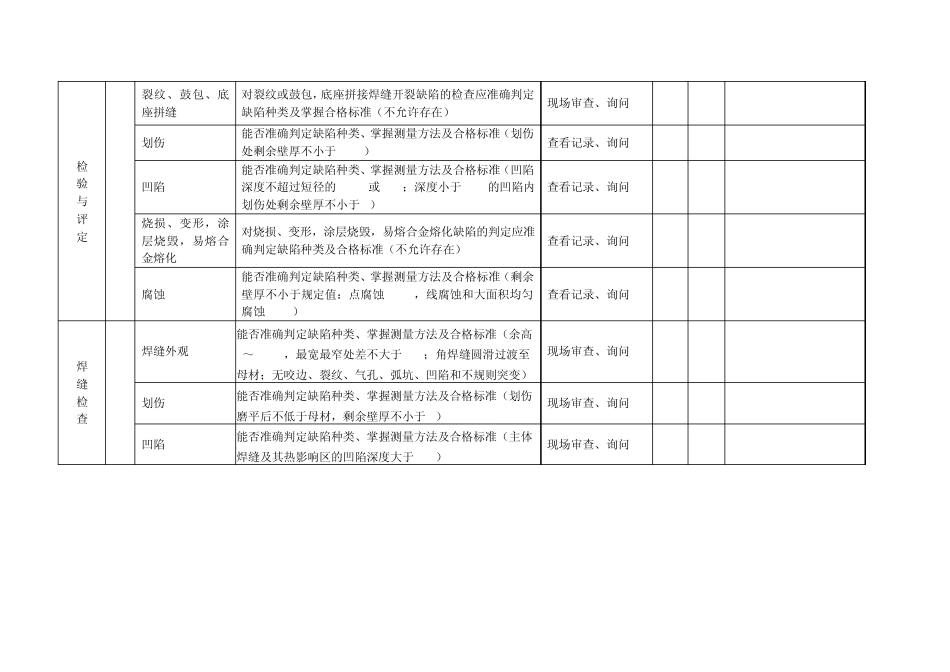
1条的规定(每三年检验一次(外观严重损伤、充装时壁温超过 40℃、怀疑填料和溶剂、有回火现象等提前检验)) 现场审查、询问 对余压的测量 是否掌握测量方法及后续处理程序 现场审查、询问 对瓶阀堵塞处理 是否掌握处理方法和手段及后续处理程序 现场审查、询问 对气瓶重量检查 是否掌握测量方法、标准要求及后续处理程序(对 40L的气瓶,放尽余气后,实际重量大于皮重 1kg,应分析原因后妥善处理) 现场审查、询问 表面处理效果 是否能够清除外表面的污垢、腐蚀产物、沾染物和疏松漆膜,且不损伤瓶体金属并能有效保护阀座和塞座螺纹 现场审查、询问 检 验 与 评 定 2 裂纹、鼓包、底座拼缝 对裂纹或鼓包,底座拼接焊缝开裂缺陷的检查应准确判定缺陷种类及掌握合格标准(不允许存在) 现场审查、询问 划伤 能否准确判定缺陷种类、掌握测量方法及合格标准(划伤处剩余壁厚不小于 0
8s) 查看记录、询问 凹陷 能否准确判定缺陷种类、掌握测量方法及合格标准(凹陷深度不超过短径的 1/10或 6mm;深度小于 6mm的凹陷内划伤处剩余壁厚不小于 s) 查看记录、询问 烧损、变形,涂层烧毁,易熔合金熔化 对烧损、变形,涂层烧毁,易熔合金熔化缺陷的判定应准确判定缺陷种类及合格标准(不允许存在) 查看记录、询问 腐蚀 能否准确判定缺陷种类、掌握测量方法及合格标准(剩余壁厚不小于规定