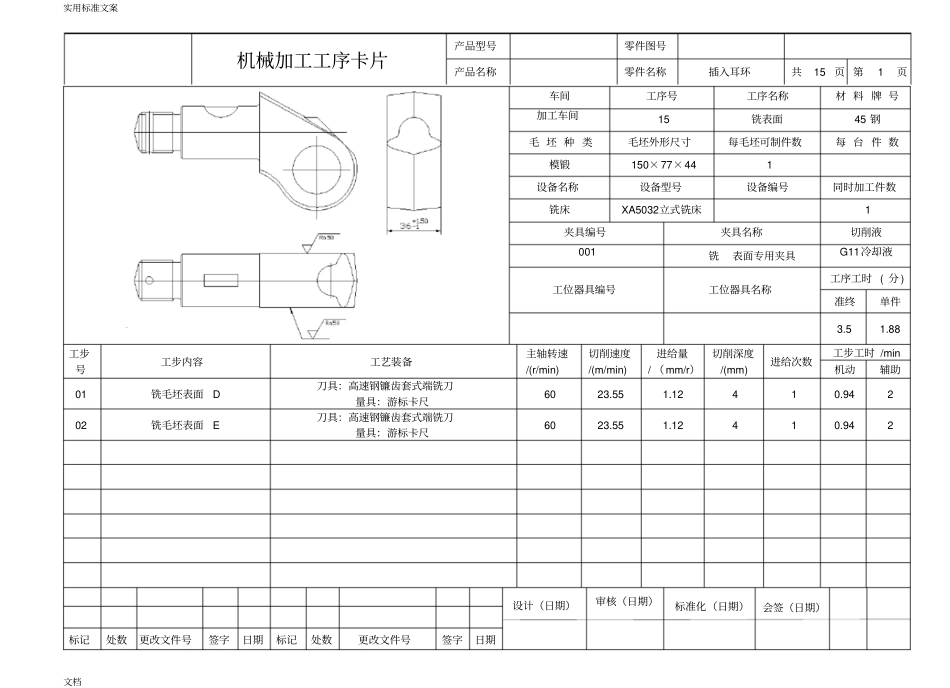
实用标准文案文档机械加工工序卡片产品型号零件图号产品名称零件名称插入耳环共15 页 第1 页车间工序号工序名称材 料 牌 号加工车间15 铣表面45 钢毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数模锻150×77×44 1 设备名称设备型号设备编号同时加工件数铣床XA5032立式铣床1 夹具编号夹具名称切削液001 铣表面专用夹具G11冷却液工位器具编号工位器具名称工序工时 ( 分 ) 准终单件3
88 工步号工步内容工艺装备主轴转速/(r/min) 切削速度/(m/min) 进给量/ (mm/r)切削深度/(mm) 进给次数工步工时 /min 机动辅助01 铣毛坯表面D 刀具:高速钢镰齿套式端铣刀量具:游标卡尺60 23
12 4 1 0
94 2 02 铣毛坯表面E 刀具:高速钢镰齿套式端铣刀量具:游标卡尺60 23
12 4 1 0
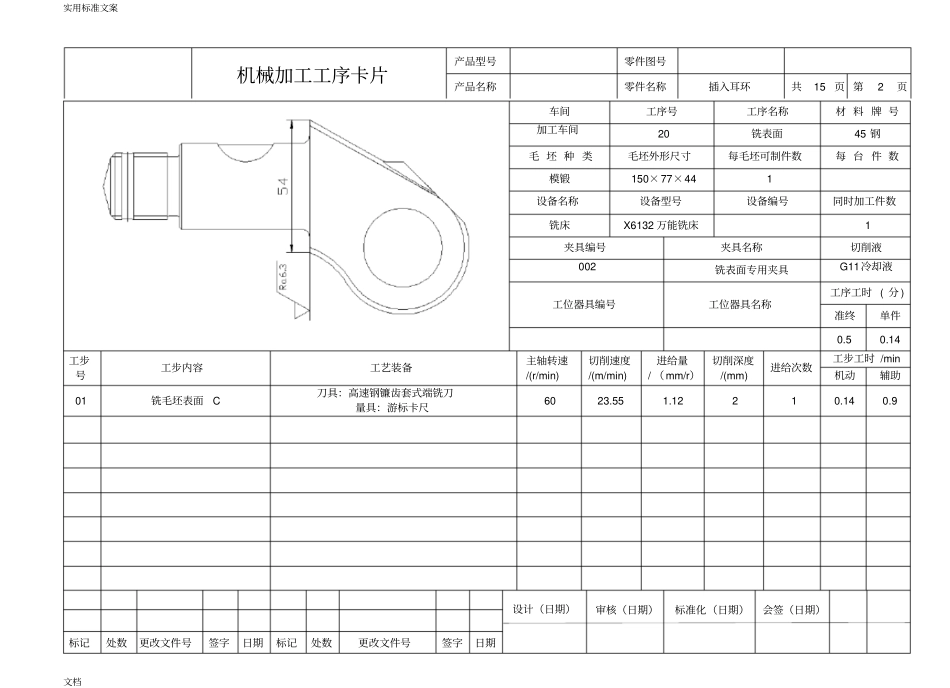
94 2 标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)审核(日期)会签(日期)标准化(日期)实用标准文案文档机械加工工序卡片产品型号零件图号产品名称零件名称插入耳环共15 页 第2 页车间工序号工序名称材 料 牌 号加工车间20 铣表面45 钢毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数模锻150×77×44 1 设备名称设备型号设备编号同时加工件数铣床X6132 万能铣床1 夹具编号夹具名称切削液002 铣表面专用夹具G11冷却液工位器具编号工位器具名称工序工时 ( 分 ) 准终单件0
14 工步号工步内容工艺装备主轴转速/(r/min) 切削速度/(m/min) 进给量/ (mm/r)切削深度/(mm) 进给次数工步工时 /min 机动辅助01 铣毛坯表面C 刀具:高速钢镰齿套式端铣刀量具:游标卡尺60 23
12 2 1 0
9 标记处数