7 -1 宁波技师学院 机械技术系 《机械制造技术》 胡 岗 主讲 一、引入 1、简述铣削特点
2、如何来合理的选择铣削用量
二、讲授新课 第七章 磨削 概述:在机械制造中是一种使用非常广泛的加工方法
加工精度达IT6~IT4,表面粗糙度Ra1
01um;能加工各种工件材料和各种几何表面;能作为精加工,也能粗加工;并能成为无需进行预先切削加工的最终加工工序
第一节 砂轮的特性与选择 概念: 磨具—以磨料为主制造而成的切削工具
如油石、砂轮、砂带等
砂轮—是由一定比例的磨料和结合剂经压制和烧结而成
其特性取决于磨料、粒度、结合剂、硬度和组织等五个参数
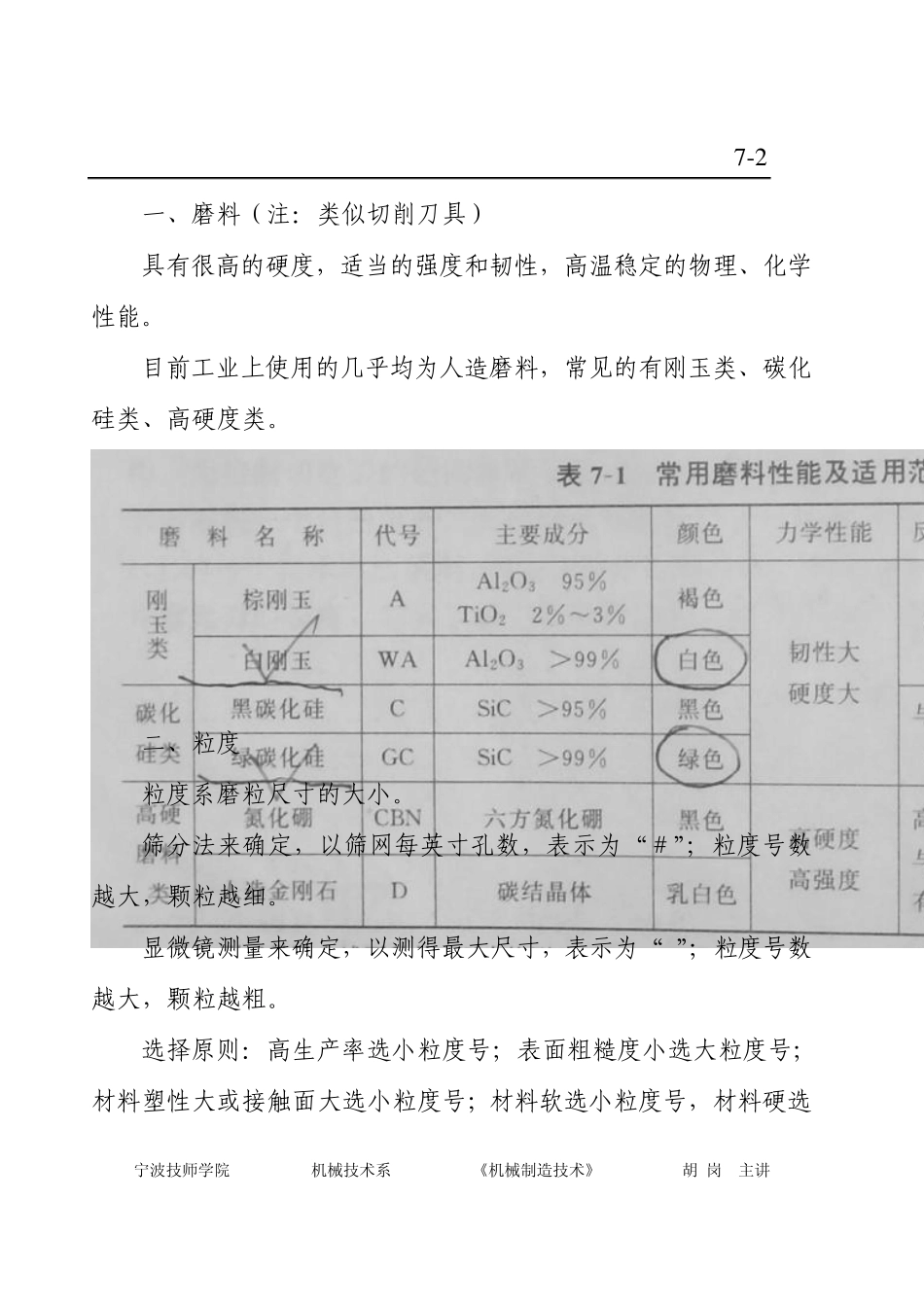
7 -2 宁波技师学院 机械技术系 《机械制造技术》 胡 岗 主讲 一、磨料(注:类似切削刀具) 具有很高的硬度,适当的强度和韧性,高温稳定的物理、化学性能
目前工业上使用的几乎均为人造磨料,常见的有刚玉类、碳化硅类、高硬度类
二、粒度 粒度系磨粒尺寸的大小
筛分法来确定,以筛网每英寸孔数,表示为“#”;粒度号数越大,颗粒越细
显微镜测量来确定,以测得最大尺寸,表示为“W”;粒度号数越大,颗粒越粗
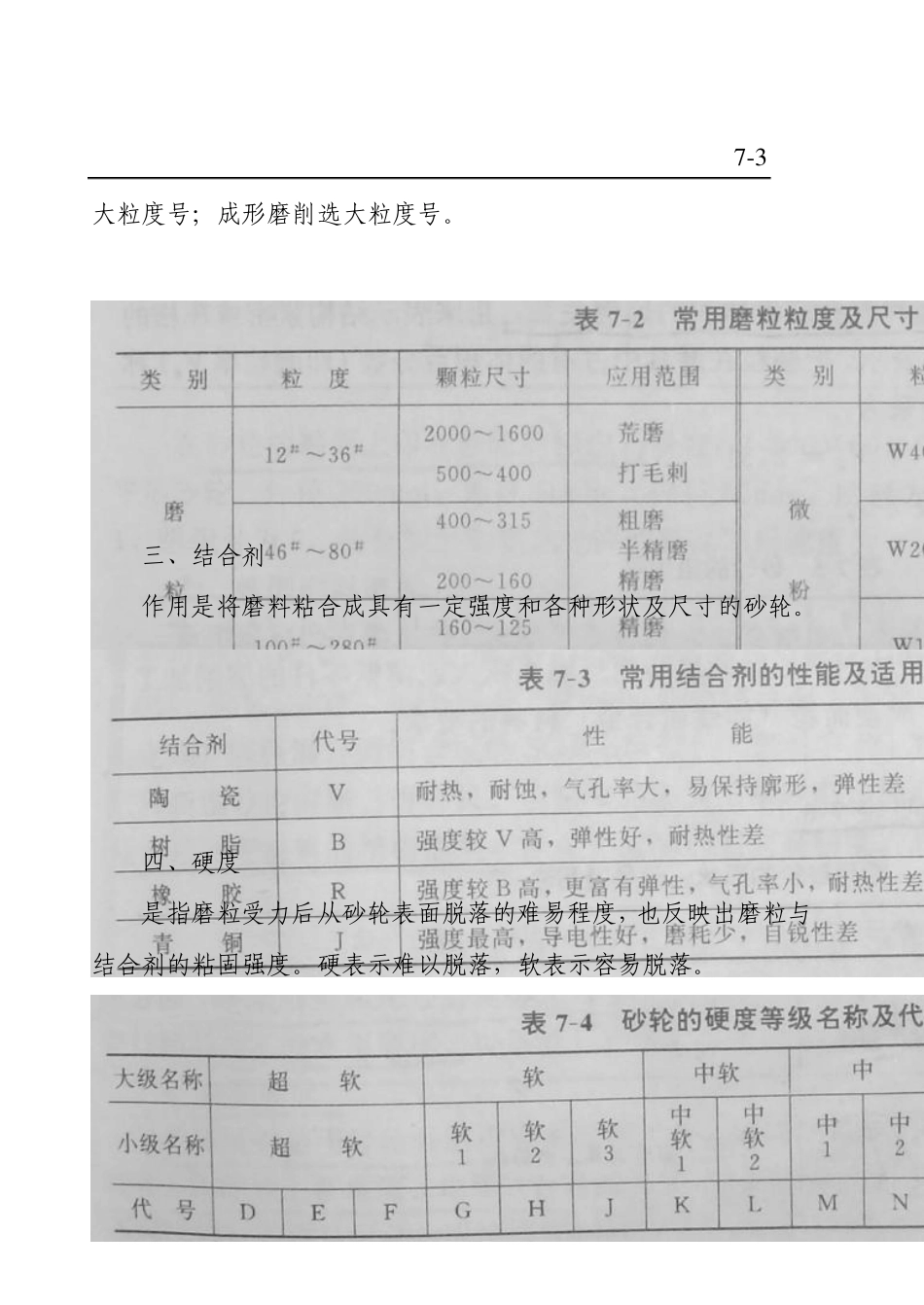
选择原则:高生产率选小粒度号;表面粗糙度小选大粒度号;材料塑性大或接触面大选小粒度号;材料软选小粒度号,材料硬选7 -3 宁波技师学院 机械技术系 《机械制造技术》 胡 岗 主讲 大粒度号;成形磨削选大粒度号
三、结合剂 作用是将磨料粘合成具有一定强度和各种形状及尺寸的砂轮
四、硬度 是指磨粒受力后从砂轮表面脱落的难易程度,也反映出磨粒与结合剂的粘固强度
硬表示难以脱落,软表示容易脱落
7 -4 宁波技师学院 机械技术系 《机械制造技术》 胡 岗 主讲 选择原则:材料硬、砂轮软,材料软、砂轮硬;有色金属等很软材料,用较软砂轮;磨削接触面积大,选软砂轮;薄壁零件选软砂轮;成形磨选硬砂轮;粒度号大时,