注塑件形状与模腔相似但却是模腔形状的扭曲版本。可能出现问题的原因: (1)弯曲是因为注塑件内有过多内部应力。 (2 )模具填充速度慢...

序号缺陷名称序号缺陷名称序号缺陷名称1飞边8开裂15产品夹线2变形9冲射纹16皮纹拉伤3困气10熔接线17顶白、顶裂4银丝11填充不满18表面冷料5...

2005-01-05 发布 2005-02-05 实施 美的集团制冷事业本部 发布 美的集团制冷事业 本 部 企 业 标 准 QJ/MK05.003-2005 注塑件...

目录 注塑常见缺胶原因分析及改善方法 ....................................................................................... 2 ...
生产实践证明,制品的缺陷主要在于模具的设计、制造精度和磨损程度等方面。但事实上,塑料加工厂的技术人员往往苦于面对用工艺手段来弥补模...
注塑模具和注塑产品的尺寸控制技术 随着近年来模具工业的快速发展,同时新技术,新工艺的应用范围不断扩大和进步,从传统的经验积累到软件...
武汉越戈科技有限公司 QR-8.3-1 编制: 审核: 批准: 注塑产品生产过程控制管理流程 1.0目的 为了确保对注塑产品质量有影响的各工...
注塑产品报估单有3种报价方法

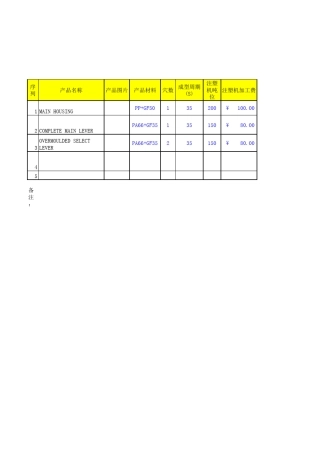
序列产品名称产品图片产品材料穴数成型周期(S)注塑机吨位注塑机加工费单个产品加工费RMB单个产品重(g)流道重(g)1Base酚醛450150 ¥ 100.0...
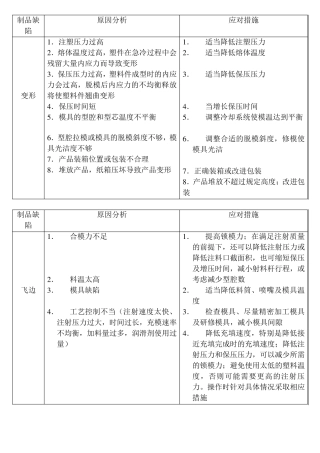
制品缺陷 原因分析 应对措施 变形 1 .注塑压力过高 2 .熔体温度过高,塑件在急冷过程中会残留大量内应力而导致变形 3 .保压压...

. . 美的家用空调事业 部 企 业 标 准 QMK-J44.007-2007 代替QJ/MK44.007-2006 注塑产品原料配比工艺规范 2007-05-07 发布 20...
注塑产品内应力问题? 塑胶产品在注塑的过程中往往会产生内应力,如不加以消除会对后序喷涂产生不良.有几个问题请高手赐教: 1 内应力是怎...
注 塑 成 型 品 质 改 善 原 因 分 析 未 射 饱 (缺 料 ) 1.射 出 压 力 不 足 ; 2.保 压 压 力 不 足 ;...
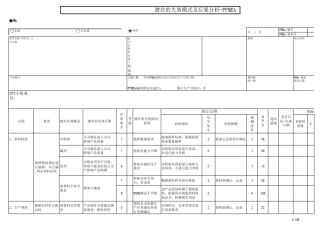
注塑产品_PFMEA案例

专业英语---注塑成型专业词汇 Injection machine 啤机 Shot size(weight) 实际射胶量 injection volume 理论射胶量 min mold...

注塑专业英语手册

• 织机构及职位 XX 电子有限公司XX Electronics CO., Ltd 总经理办公室General manager’s office 企管部 Enterprise managem...

注塑机参数 Injection Machine Parameter 1,注塑机规格参数 Injection Machine Specification ①锁紧类型 clamp type a.油缸...

注塑不良现象原因分析改善对策
造成注塑制品射料不满的主要原因是缺料和注射压力与速度不妥(包括阻力造成压力过于耗损)。可能由以下几个方面的原因导致而成: 1 .注塑...