下载后可任意编辑目的 :为使产品的制程能力能够正常且稳定的受到控制,既使有异常出现亦能在问题出现初期就被相关人员了解并设法解决,使得质量系统能适切、有效的运作,进一步能提升制程能力
范围 :凡本公司各生产制程为生产条件、成品、半成品所做的资料收集以任何形式的控制图做管控、归档、保存与处理均在本程序的法律规范之列
权责:品质部负责制定控制计划、制程能力分析的实施
名词定义:无四
作业流程:(见附件)伍
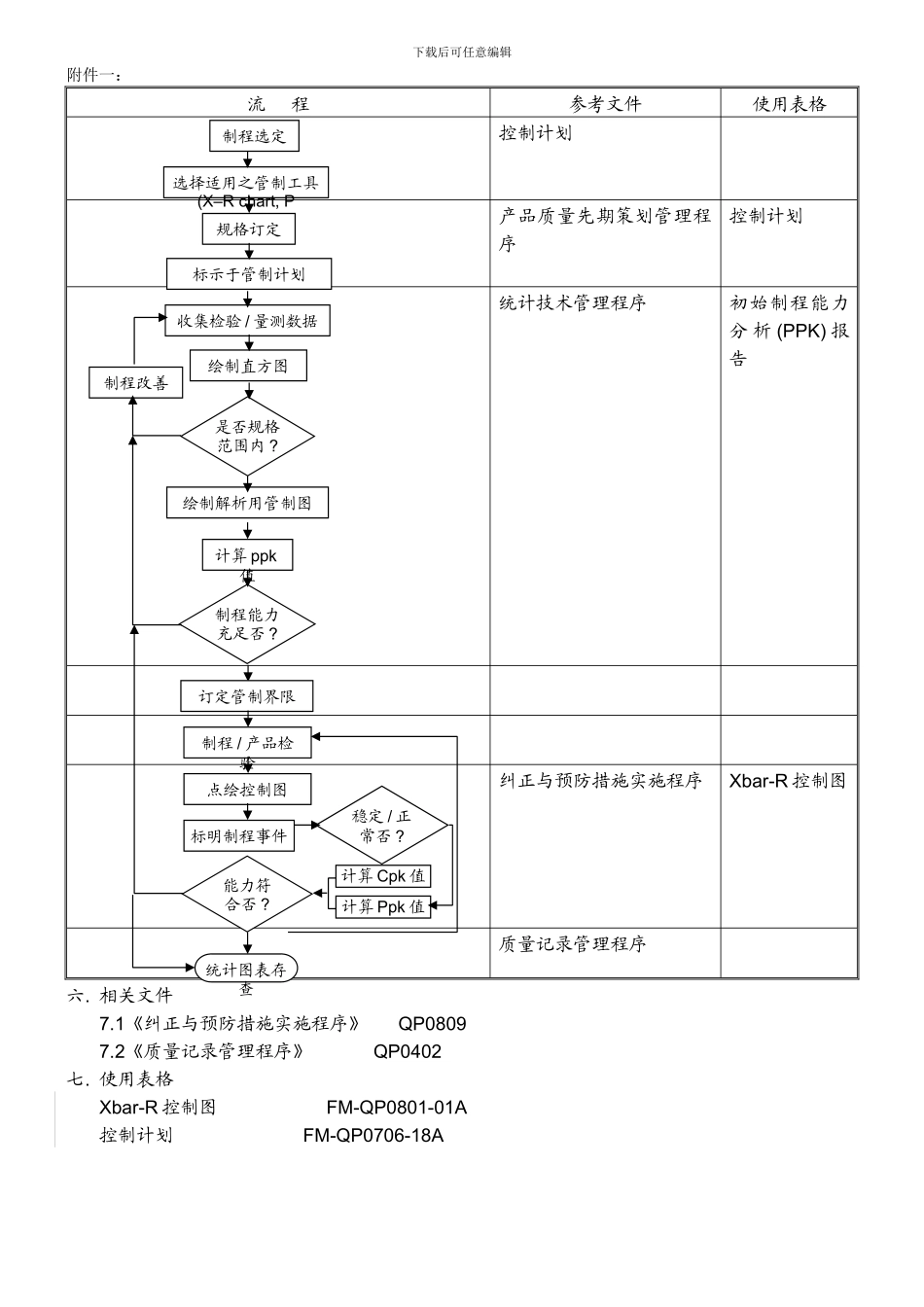
1 控制图的选用 6
1 根据制程上的考虑选择需要的制程站别及管控项目
2 依据管控项目及控制图特性选择适用的控制工具
3 将控制项目及控制方法标示于《控制计划》上
2 初期制程能力分析 6
1 根据《控制计划》进行收集检验与量测的数据
2 绘制直方图,推断产品是否在规格范围内,如不在规格范围内,则持续制程改善与数据收集至产品合于规格内
3 若产品合于规格范围内,则正式将资料绘制成解析用的控制图
4 计算解析用控制图之 Ppk 值并据此推断制程能力是否充足,若否,则持续制程改善与数据收集至产品制程能力充足
3 统计制程控制 6
1 若产品制程能力充足,则根据解析用控制图计算制定控制界限
2 对欲控制的制程或产品进行检验并绘控制用控制图
3 所有异常情形(如:点超出控制界限;连续七点上升或下降;连续七点位在中心线的上方或下方)皆须标注制程事件
4 制程能力分析及改善行动:6
1 评估该制程稳定或正常否
若正常,则计算 Cpk 值;若否,则计算 Ppk 值
2 根据前项计算所得评估制程能力符合否
若 Cpk 或 Ppk 值大于等于 1
67,则制程正常,可继续生产;若 Cpk 或 Ppk 值介于 1
33 至 1
67 之间,则可继续生产,但须订定改善目标及