TX619T 卧式镗床维修验收方法 1
简要说明: 1
1 进行精度检验时,各部分运动应手动或低速运动 1
2 检测时,应参照JB2670 的有关规定
(该标准现为 JB-T-17421-1998 替代),尤其是精度检验前的安装,主轴及其他部件的空转温升,检验方法和检验工具的精度 1
3 参照JB2670 第 3
1 条调整安装水平,在床身导轨的两端沿机床纵向和横向防治水平仪,水平仪在纵向和横向的读书均不得超过 0
04/1000 1
4 检测中,为了拆装检验工具和检验方便,可按任意的次序进行检验 1
5 在检验项目中,对机床部件位置未予以规定时,后立柱位于床身的末端,主轴箱位于其形成的中间位置,工作台位于零度位置 1
6 冷检定合格后,需对机床进行试切试验
机床在中速运转不少于 1h 达到稳定温度后进行
7 当实测的长度与本检定标准长度不同时,允差根据 JB2670 中相关规定,按能够测量的实际长度折算
折算结果小于 0
0025 时,仍按 0
0025m m 计 2
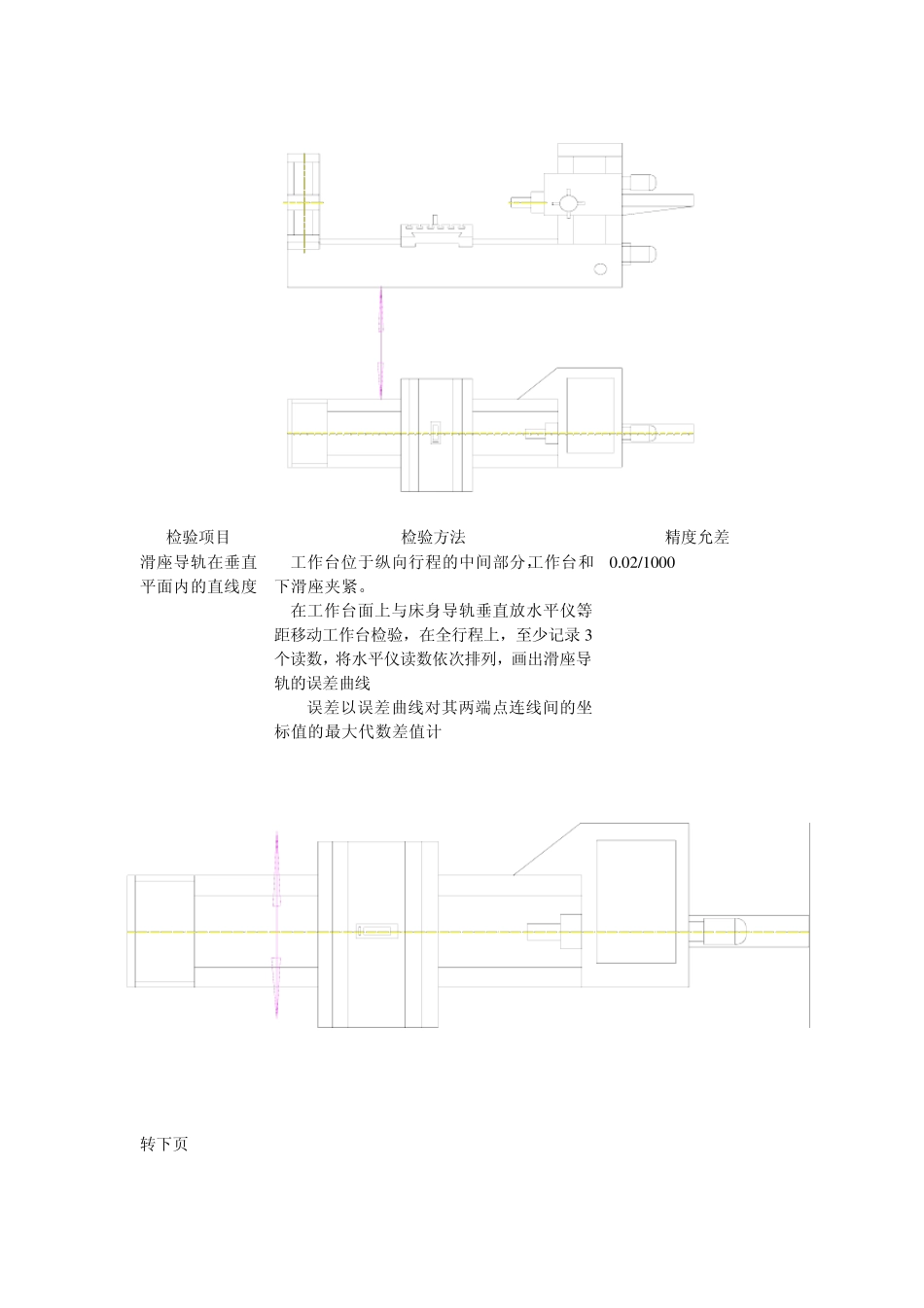
精度检测 检验项目 检验方法 精度允差 床身导轨在垂直平面内的直线度 工作台位于横向行程的中间位置,工作台和上滑座夹紧 在工作台面上与床身导轨平行放置水平仪,等距移动工作台检验,全程至少记录 5 个读数 画出床身导轨误差曲线 全场误差以误差曲线对其两端点连线件的最大坐标值计,局部误差以误差曲线任意局部长度的两端点相对误差曲线两端点连线的最大坐标差值计 在 1000MM 长度内0
020(平或凸)局部公差在任意 300 测量长度上为 0
006MM 检测项目 检验方法 精度允差 床身导轨在垂直平面内的平行度 工作台位于横向行程的中间位置,回转工作台和上滑座夹紧
在工作台面上与床身导轨垂直方一水平仪,等距移动工作台检验,在全行程上至少记录 5 个读数 误差以水平仪读数的最大代数差计值 0