下载后可任意编辑海洋工程导管架管结点焊缝焊接操作技巧探析作者: 文章来源:中国焊接资讯网 点击数:59 发布时间:2024-12-07 新浪微博 QQ 空间 人人网 快乐网 更多 本文针对工程中导管架管结点焊接接头采纳常规焊接工艺方法,无法达到质量要求的难题,提出了用"灭弧点焊法"焊接管结点根部焊缝;用"多层多道排焊法"焊接填充焊缝;用"碱性焊条下向排焊法"焊接盖面焊缝的一整套操作技术,解决了管结点焊缝的质量问题
整套技术通过集中培训和现场示范等形式,已广泛应用到了施工生产中
中国石化集团公司胜利油田油建职工培训中心 王绍、中国石化集团公司胜利油田 门渤海 汤海东、中国石化集团公司第十建设公司技术质量部 唐元生1 问题的提出近几年来,随着海上油田建设的进展,海上采油平台、井下作业平台、导管架等金属结构大量生产制造、使用,这类结构中管结点是最为常见的焊接接头之一
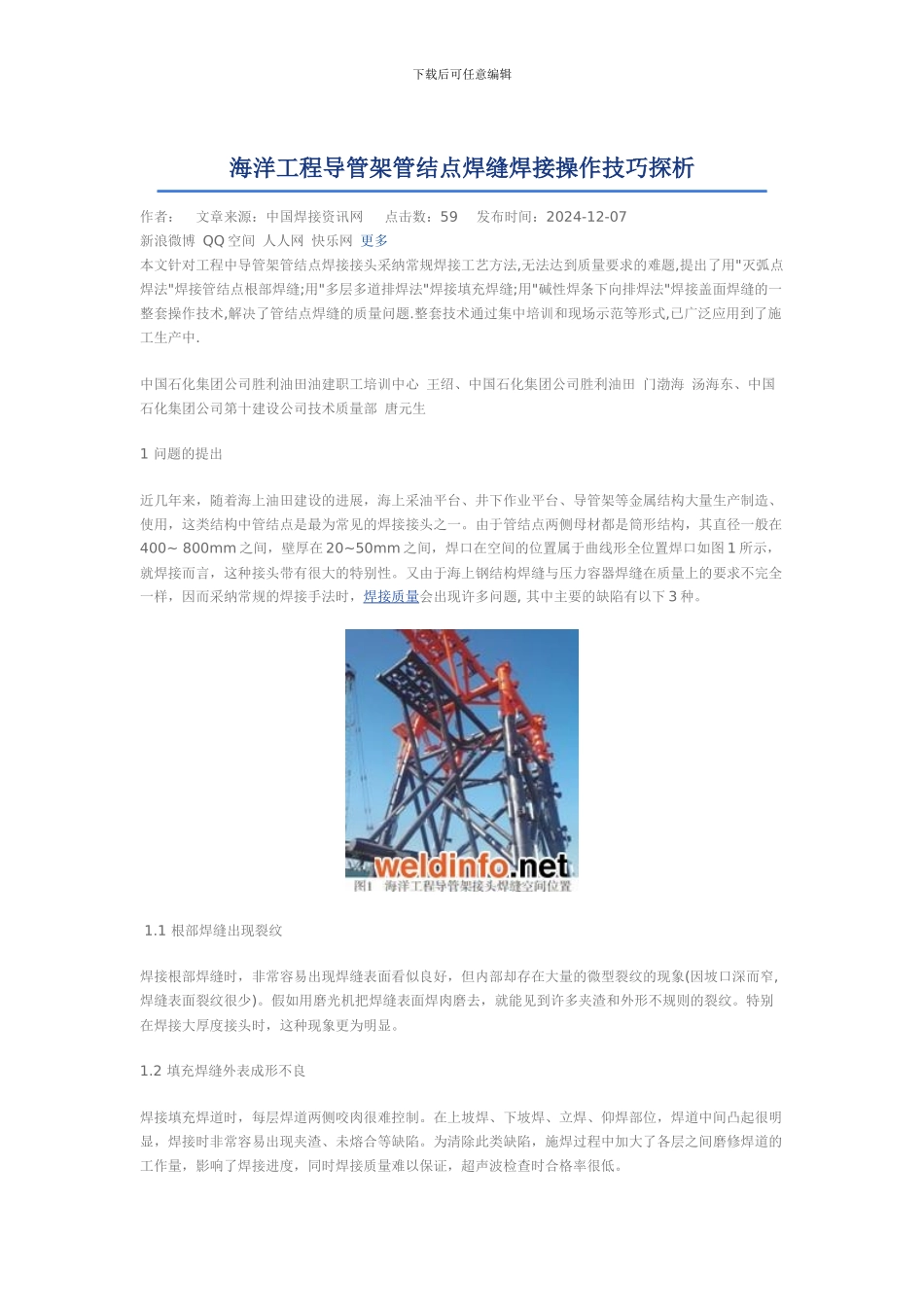
由于管结点两侧母材都是筒形结构,其直径一般在400~ 800mm 之间,壁厚在 20~50mm 之间,焊口在空间的位置属于曲线形全位置焊口如图 1 所示,就焊接而言,这种接头带有很大的特别性
又由于海上钢结构焊缝与压力容器焊缝在质量上的要求不完全一样,因而采纳常规的焊接手法时,焊接质量会出现许多问题, 其中主要的缺陷有以下 3 种
1 根部焊缝出现裂纹焊接根部焊缝时,非常容易出现焊缝表面看似良好,但内部却存在大量的微型裂纹的现象(因坡口深而窄, 焊缝表面裂纹很少)
假如用磨光机把焊缝表面焊肉磨去,就能见到许多夹渣和外形不规则的裂纹
特别在焊接大厚度接头时,这种现象更为明显
2 填充焊缝外表成形不良焊接填充焊道时,每层焊道两侧咬肉很难控制
在上坡焊、下坡焊、立焊、仰焊部位,焊道中间凸起很明显,焊接时非常容易出现夹渣、未熔合等缺陷
为清除此类缺陷,施焊过程中加大了各层之间磨修焊道的工作量,影响了焊接进度,同时