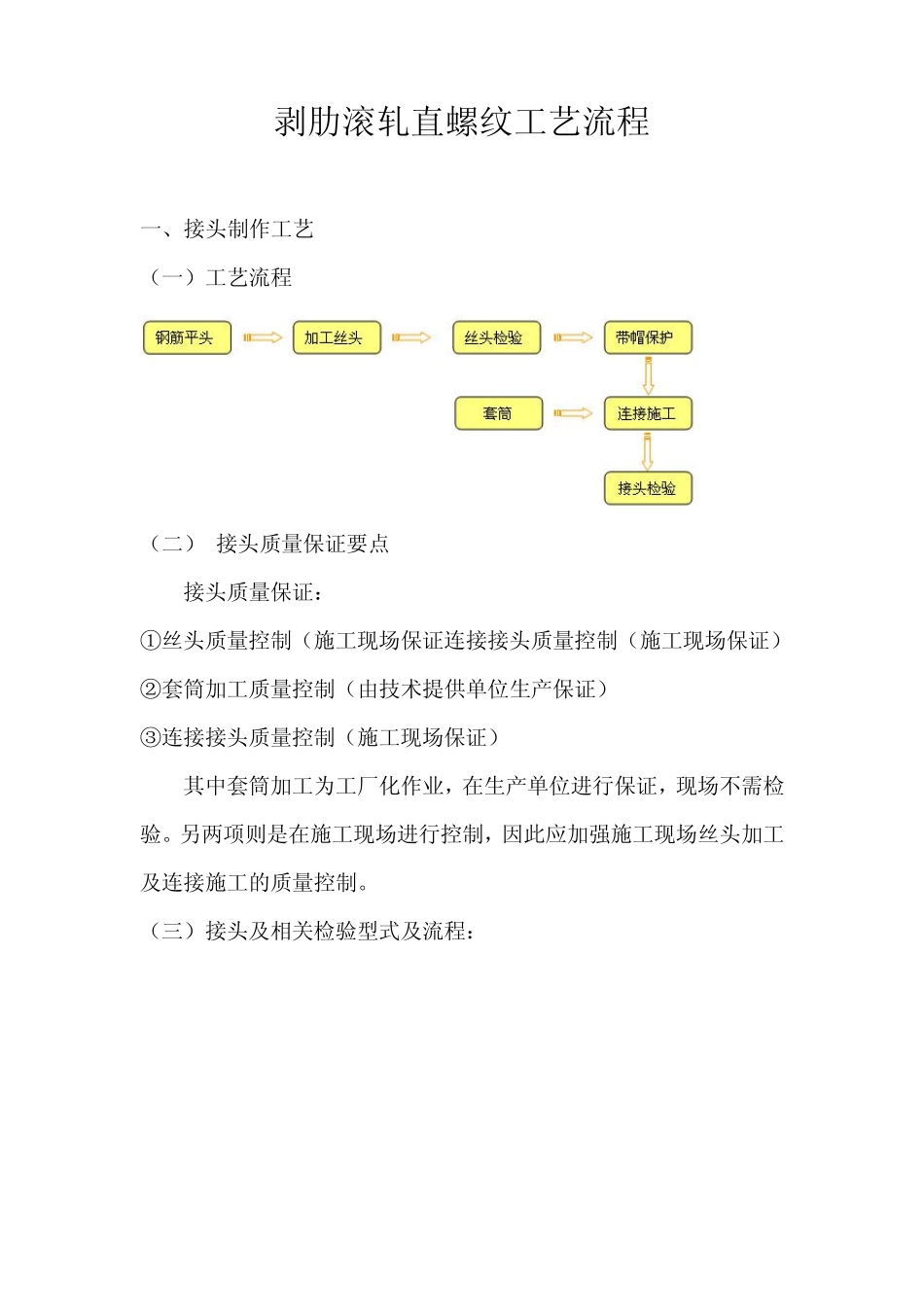
剥肋滚轧直螺纹工艺流程 一、接头制作工艺 (一)工艺流程 (二) 接头质量保证要点 接头质量保证: ①丝头质量控制(施工现场保证连接接头质量控制(施工现场保证) ②套筒加工质量控制(由技术提供单位生产保证) ③连接接头质量控制(施工现场保证) 其中套筒加工为工厂化作业,在生产单位进行保证,现场不需检验
另两项则是在施工现场进行控制,因此应加强施工现场丝头加工及连接施工的质量控制
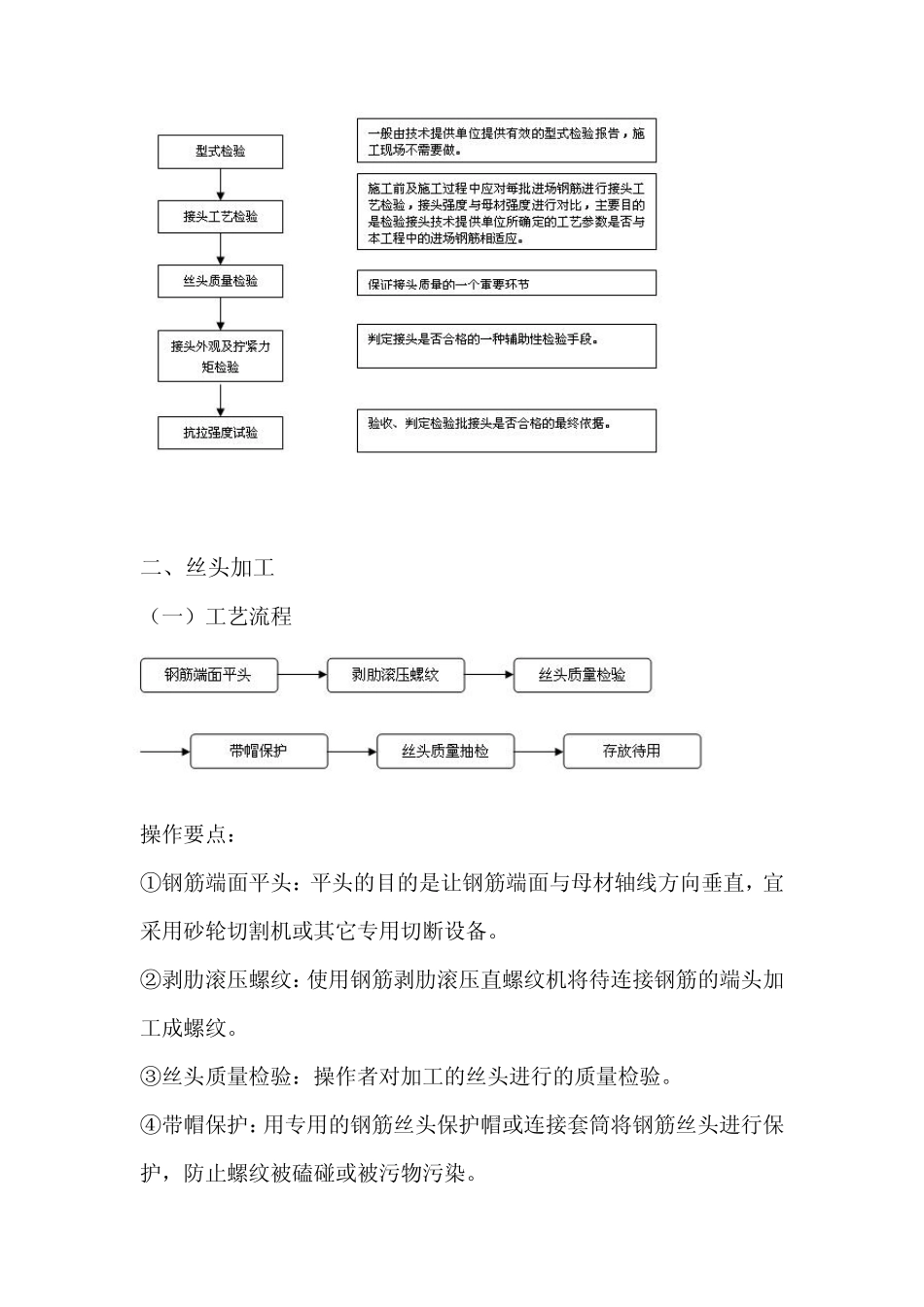
(三)接头及相关检验型式及流程: 二、丝头加工 (一)工艺流程 操作要点: ①钢筋端面平头:平头的目的是让钢筋端面与母材轴线方向垂直,宜采用砂轮切割机或其它专用切断设备
②剥肋滚压螺纹:使用钢筋剥肋滚压直螺纹机将待连接钢筋的端头加工成螺纹
③丝头质量检验:操作者对加工的丝头进行的质量检验
④带帽保护:用专用的钢筋丝头保护帽或连接套筒将钢筋丝头进行保护,防止螺纹被磕碰或被污物污染
⑤丝头质量抽检:对自检合格的丝头进行的抽样检验
⑥存放待用:按规格型号及类型进行分类码放
(二)劳动组织 每台设备配2~3人加工丝头,其中1人操作设备,另外1~2人为辅助工,负责装卸钢筋
(三)质量控制 ①丝头加工质量控制 ②钢筋端头平切 ③用螺纹环规控制螺纹直径大小 * 用挡铁定位控制丝头长度 * 钢筋端头平切的目的是为了使接头拧紧后能让两个丝头对顶,更好地消除螺纹间隙
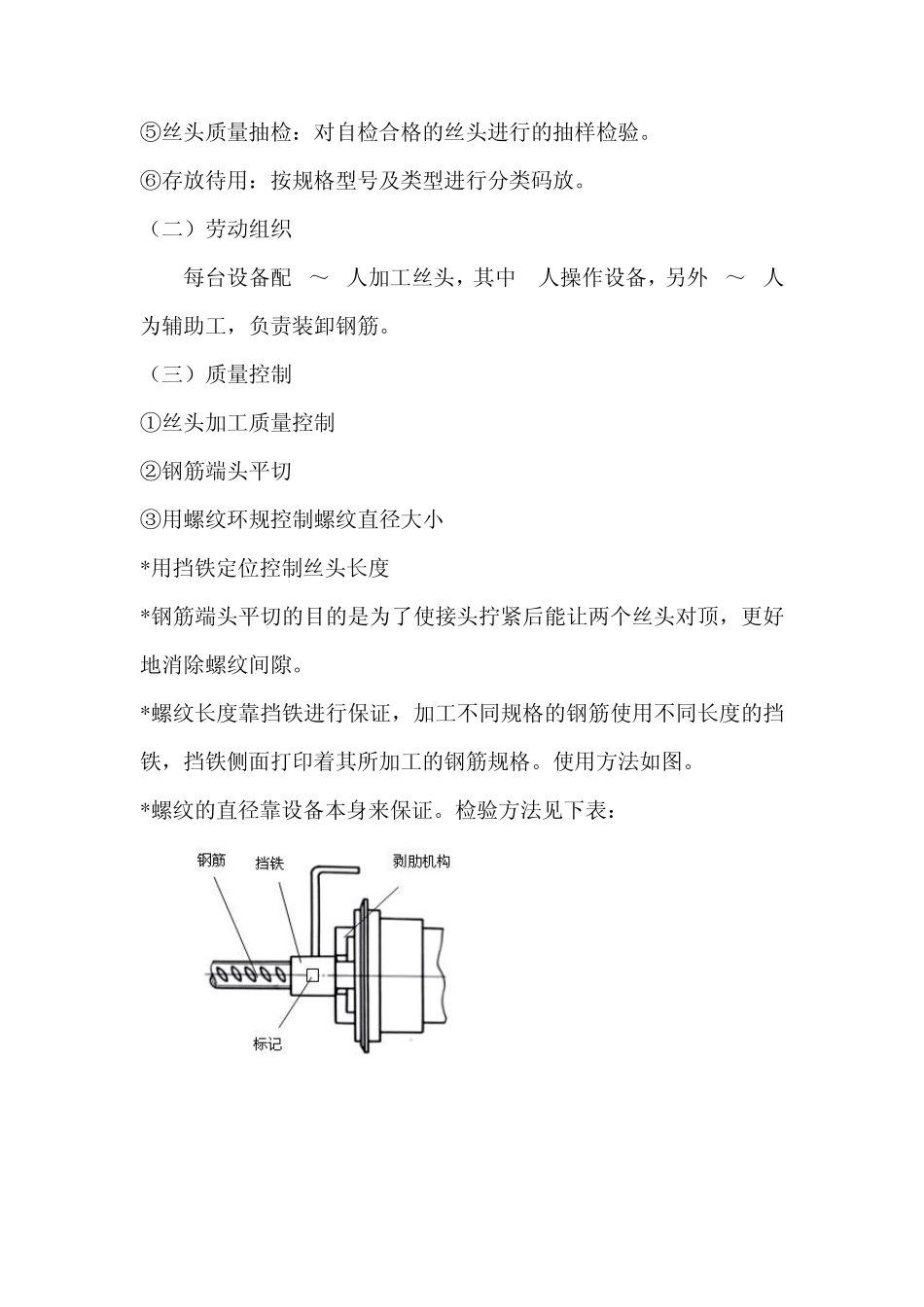
* 螺纹长度靠挡铁进行保证,加工不同规格的钢筋使用不同长度的挡铁,挡铁侧面打印着其所加工的钢筋规格
使用方法如图
* 螺纹的直径靠设备本身来保证
检验方法见下表: (四)丝头保护 加工完的丝头应加以保护,在其端头加带保护帽或用套筒拧紧,按规格分类堆放整齐
(五)检验流程 三、连接施工 (一)工艺流程 操作要点: ①钢筋就位:将丝头检验合格的钢筋搬运至待连接处
②接头拧紧:使用扳手或管钳等工具将连接接头拧紧
③作标记:对已经拧紧的接