0 可编辑可修改11 焊 接 工 艺 评 定编号: HGP-2015-01 v1
0 可编辑可修改12 评定单位:北京国际建设集团有限公司评定日期: 2015-4-28 v1
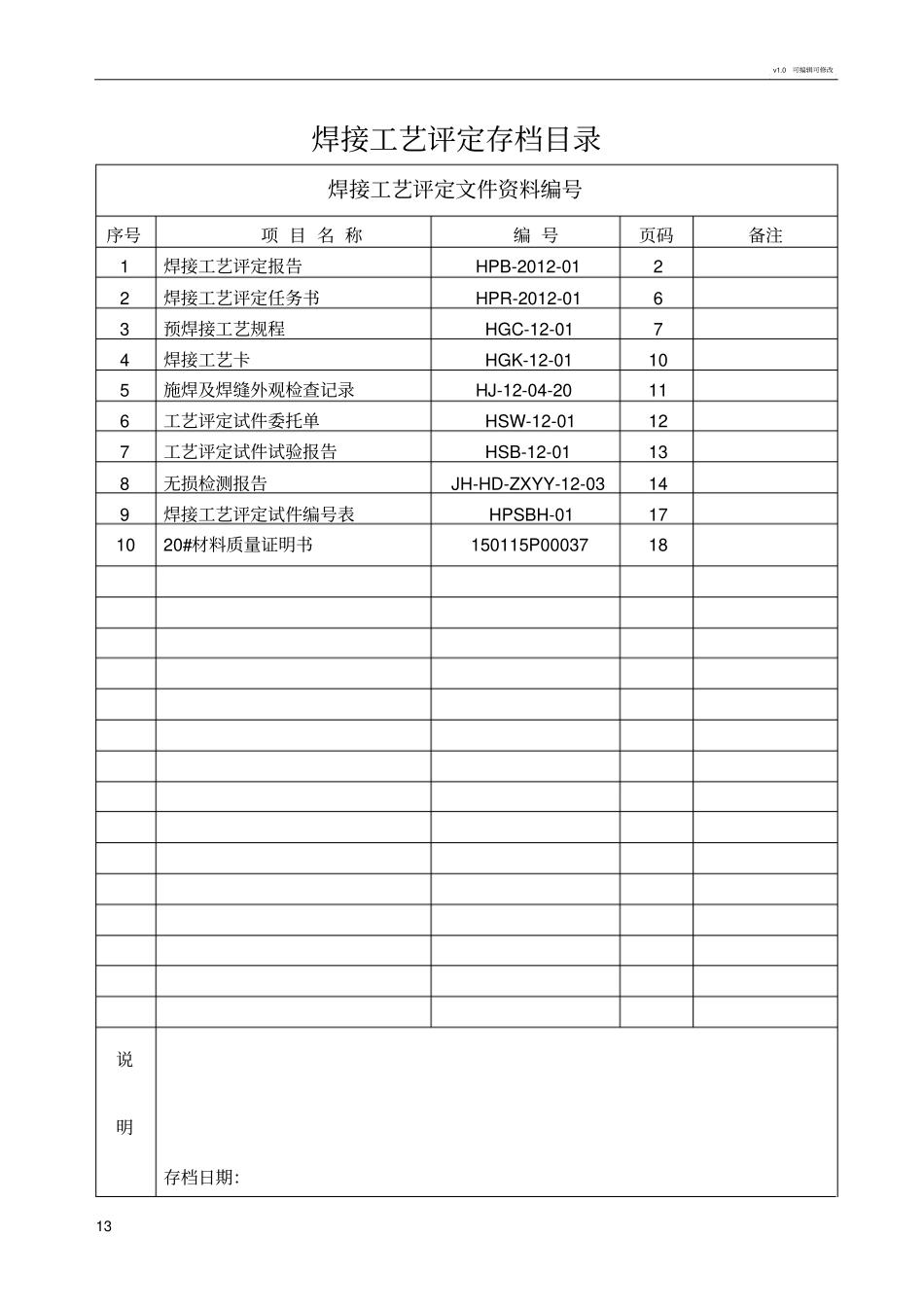
0 可编辑可修改13 焊接工艺评定存档目录焊接工艺评定文件资料编号序号项 目 名 称编 号页码备注1焊接工艺评定报告HPB-2012-0122焊接工艺评定任务书HPR-2012-0163预焊接工艺规程HGC-12-0174焊接工艺卡HGK-12-01105施焊及焊缝外观检查记录HJ-12-04-20116工艺评定试件委托单HSW-12-01127工艺评定试件试验报告HSB-12-01138无损检测报告JH-HD-ZXYY-12-03149焊接工艺评定试件编号表HPSBH-01171020#材料质量证明书150115P0003718说明存档日期:v1
0 可编辑可修改14 焊接工艺评定报告共 4 页 第 1 页单位名称 :北京国际建设集团有限公司焊接工艺评定报告编号 : HPB-2015-01 预焊接工艺规程编号 : HGC-15-01 焊接方法 : GTAW 、SWAW(氩电联焊)机械化程度 (手工、机动、自动) :手工、机动焊接接头 ( 简图) :(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)坡口形式: V 型衬垫:无简图:(如果与图样不符,以图样为准)母材 :材料标准GB/T8163材料代号 20# 类、组别号: Fe-1 、Fe-1-1与类、组别号Fe-1 、Fe-1-1 相焊厚度T=6mm 直径Φ 219 其它 / 焊后热处理:保温温度 / ℃保温时间 / h保护气体 :气体混合比流量( L/min )保护气体氩气 % 8~ 10 尾部保护气 / / / 背面保护气 / / / 填充金属 :焊材类别碳钢焊丝、碳钢焊条焊材标准 GB/ T8110-2008 、GB5117-