冷弯管弯制工法一、工法特点1、能够很好的控制冷弯管管口、弯曲段的椭圆度,平面度,直焊缝高度
2、能够对母材管口,外防腐层和内减阻涂层起到很好的保护
二、适用范围本工法适用于管径φ400mm-φ1066mm范围内,管壁厚7
2毫米之间,曲率半径≥40D,X50-X70材质的钢管
三、工艺原理1、屈服原理:通过在钢管预定的地方(钢管的内、外部)施加一定的作用力,使之发生塑性变形,达到一定的弯曲角度的施工原理
2、曲率半径:冷弯管就是通过若干次微分塑性变形,达到圆弧状所形成的
进给量为300毫米,曲率半径大于或等于40D
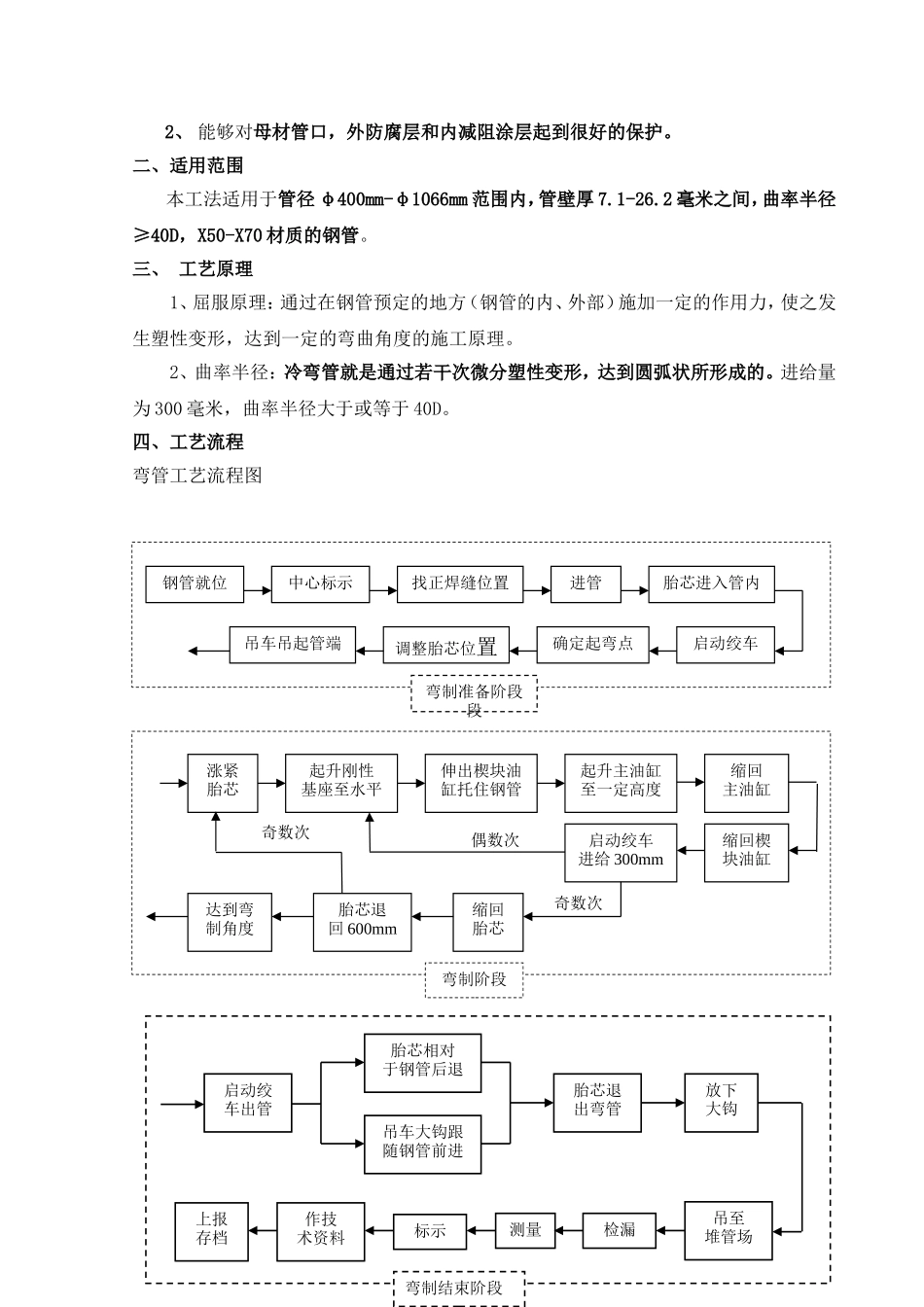
四、工艺流程弯管工艺流程图中心标示钢管就位找正焊缝位置进管胎芯进入管内吊车吊起管端调整胎芯位置确定起弯点启动绞车弯制准备阶段段涨紧胎芯起升刚性基座至水平伸出楔块油缸托住钢管起升主油缸至一定高度缩回主油缸缩回楔块油缸启动绞车进给300mm缩回胎芯胎芯退回600mm达到弯制角度偶数次奇数次弯制阶段奇数次启动绞车出管胎芯相对于钢管后退吊车大钩跟随钢管前进胎芯退出弯管吊至堆管场放下大钩检漏测量标示作技术资料上报存档弯制结束阶段五、工法要点(一)施工准备1、施工场地选择施工场地宽阔平整,有足够的工作面积,且要求布局合理
在工作区内不允许有高压线等不适合吊装作业的障碍物,作业地面要求平整、坚硬,适合运输设备的进入和装卸
2、管堆的制作根据冷弯管的堆放规则,弯管应堆放在管堆上,管堆用不损害钢管材质和防腐层的材料堆砌而成
不允许放置在石头、砖瓦等硬性物体上
管堆的高度应保证弯管离开地面200mm以上,且弯管只能进行单层堆放
3、设备的就位为严格执行施工规范,弯管机必须水平放置,且具有可调性
在设备下方垫一层碎石既可以强化地基,还可以调整设备的平整度,然后组装、调试好设备,在弯管施工前应校平,前后左右误差不得大于0
4、其它制作晴雨棚,有利于保护好人、设备;制作安