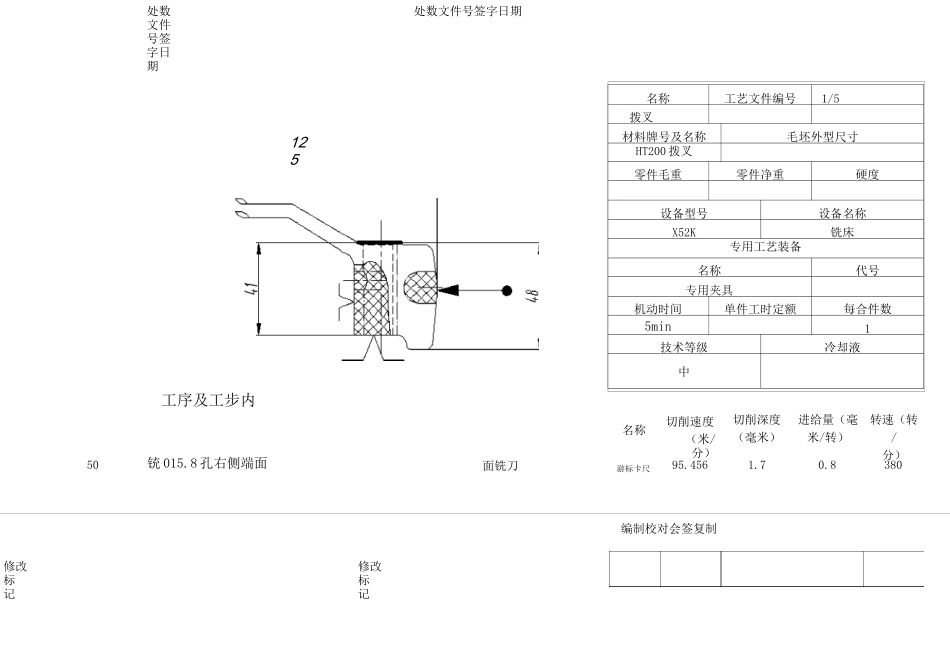
编制校对会签复制修改标记修改标记处数文件号签字日期处数文件号签字日期125名称工艺文件编号1/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称X52K铣床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min1技术等级冷却液中工序及工步内50铳 015
8 孔右侧端面面铣刀名称切削速度(米/分)游标卡尺95
456切削深度(毫米)进给量(毫米/转)转速(转/分)1
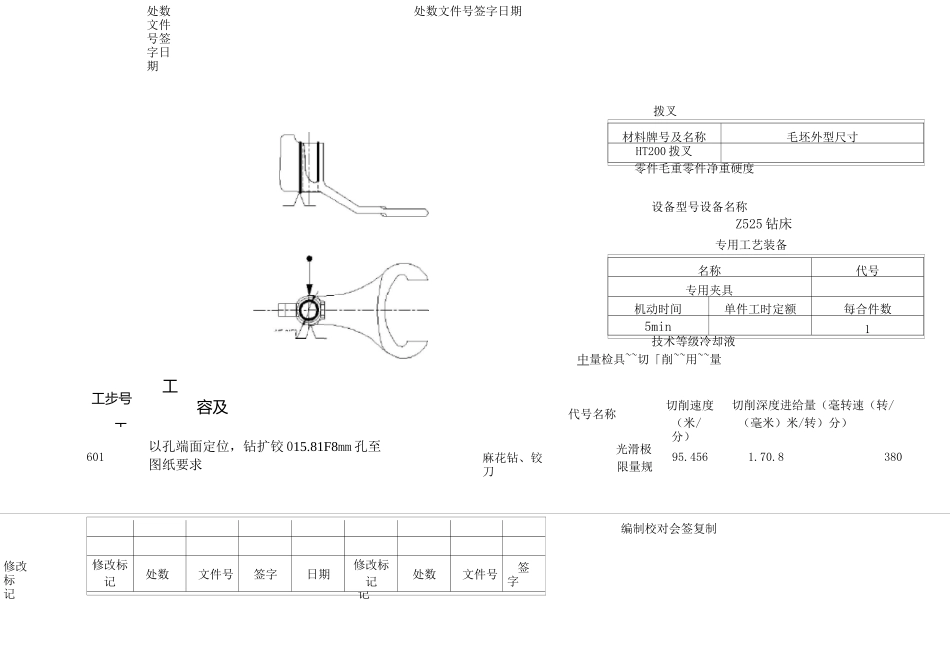
8380编制校对会签复制修改标记修改标记处数文件号签字日期处数文件号签字日期拨叉工步号工601材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称Z525 钻床名称代号专用夹具机动时间单件工时定额每合件数5min1专用工艺装备技术等级冷却液工容及以孔端面定位,钻扩铰 015
81F8mm 孔至图纸要求麻花钻、铰刀修改标记处数文件号签字日期修改标记处数文件号签字中量检具~~切「削~~用~~量代号名称切削速度(米/分)光滑极限量规95
456切削深度进给量(毫转速(转/(毫米)米/转)分)1
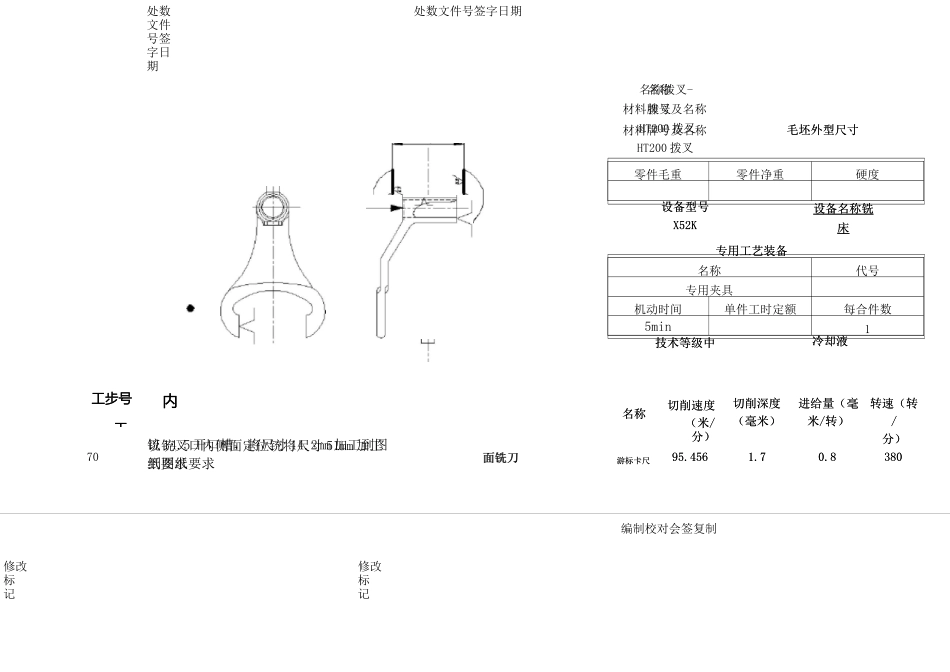
8380编制校对会签复制修改标记修改标记处数文件号签字日期处数文件号签字日期毛坯外型尺寸零件毛重零件净重硬度名称拨叉-材料牌号及名称HT200 拨叉设备型号X52K设备名称铣床名称代号专用夹具机动时间单件工时定额每合件数5min1冷却液技术等级中专用工艺装备工步号工内步名称切削速度(米/分)70以铳叉口内侧面定位铳将尺寸 51mm 加工到图纸要求面铣刀游标卡尺95
456切削深度(毫米)进给量(毫米/转)转速(转/分)1
8380名称拨叉毛坯外型尺寸工步号工内步铳 14
5 开口槽,将尺寸 14
2mm 加工到图纸要求面铣刀零件毛重零件净重硬度材料牌号及名称HT200 拨叉设备型号X52K设备名称铣床名称代号专用夹具机动时间单件工时定额每合