1 第一章 预精整加工工艺 第一节 预精整区工艺概述 一、预精整区工艺过程简介 钢管经过张减机后进入冷床冷却,冷却后温度小于 100℃
钢管经冷床下料装置实现管排收集和向两条锯切线平辊辊道供料,平辊辊道将收集成排后的钢管送至 4 台管排锯分别进行切头、切尾和切定尺,锯切后的钢管经链式横移装置分别进入三台矫直机进行矫直,矫直后的钢管由吹吸灰装置除掉钢管内氧化铁皮,吹灰后钢管在链式横移台架上进行人工检查,人工检查后钢管由V 型辊道送至涡流探伤装置进行钢管的表面缺陷检查,探伤合格后的钢管由喷印装置进行喷标,然后钢管拨入收集料筐并由天车吊运至中间仓库存放
同时完成每炉钢管的取样和缺陷管的修磨
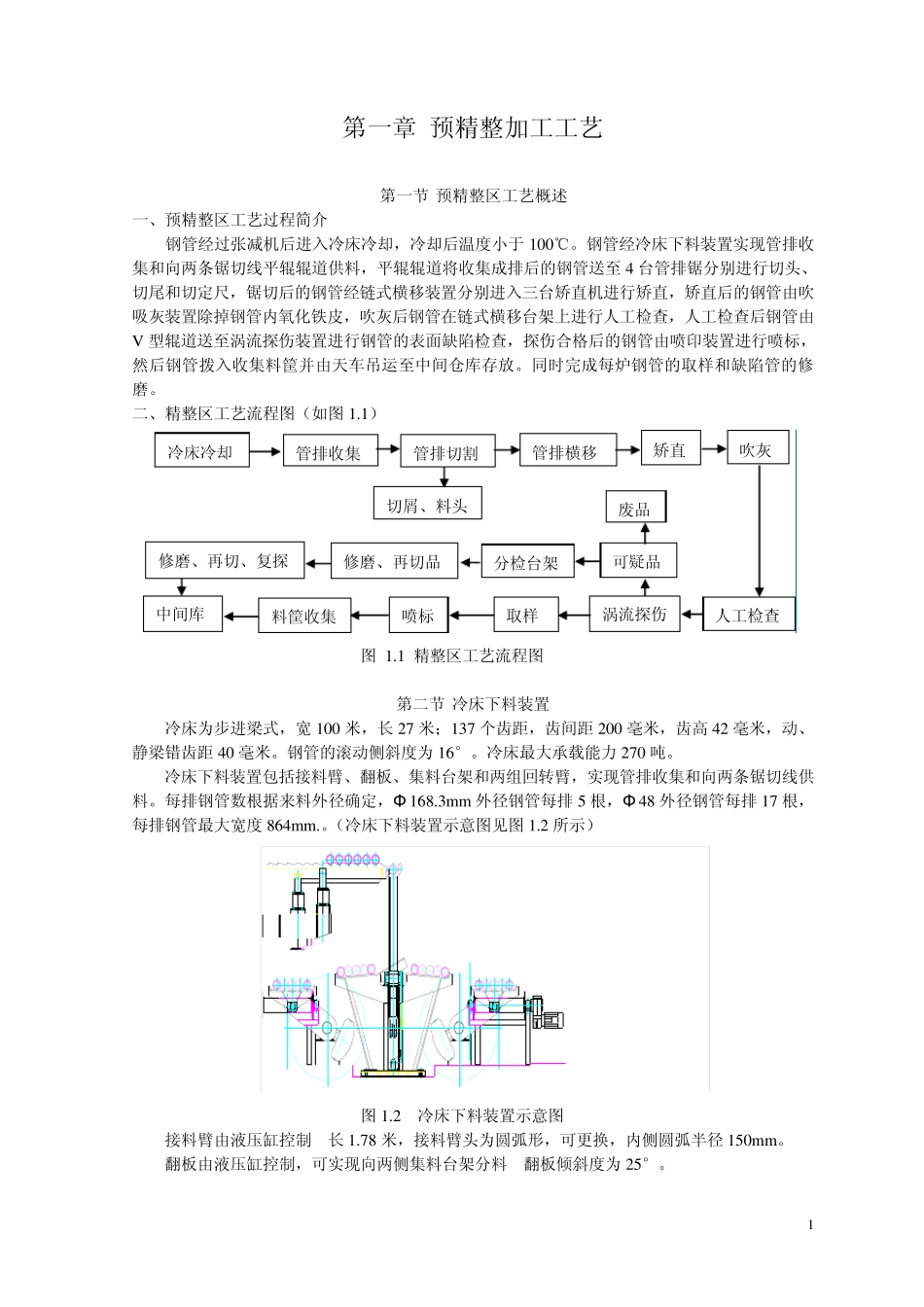
二、精整区工艺流程图(如图1
1) 图 1
1 精整区工艺流程图 第二节 冷床下料装置 冷床为步进梁式,宽100 米,长27 米;137 个齿距,齿间距200 毫米,齿高42 毫米,动、静梁错齿距40 毫米
钢管的滚动侧斜度为16°
冷床最大承载能力 270 吨
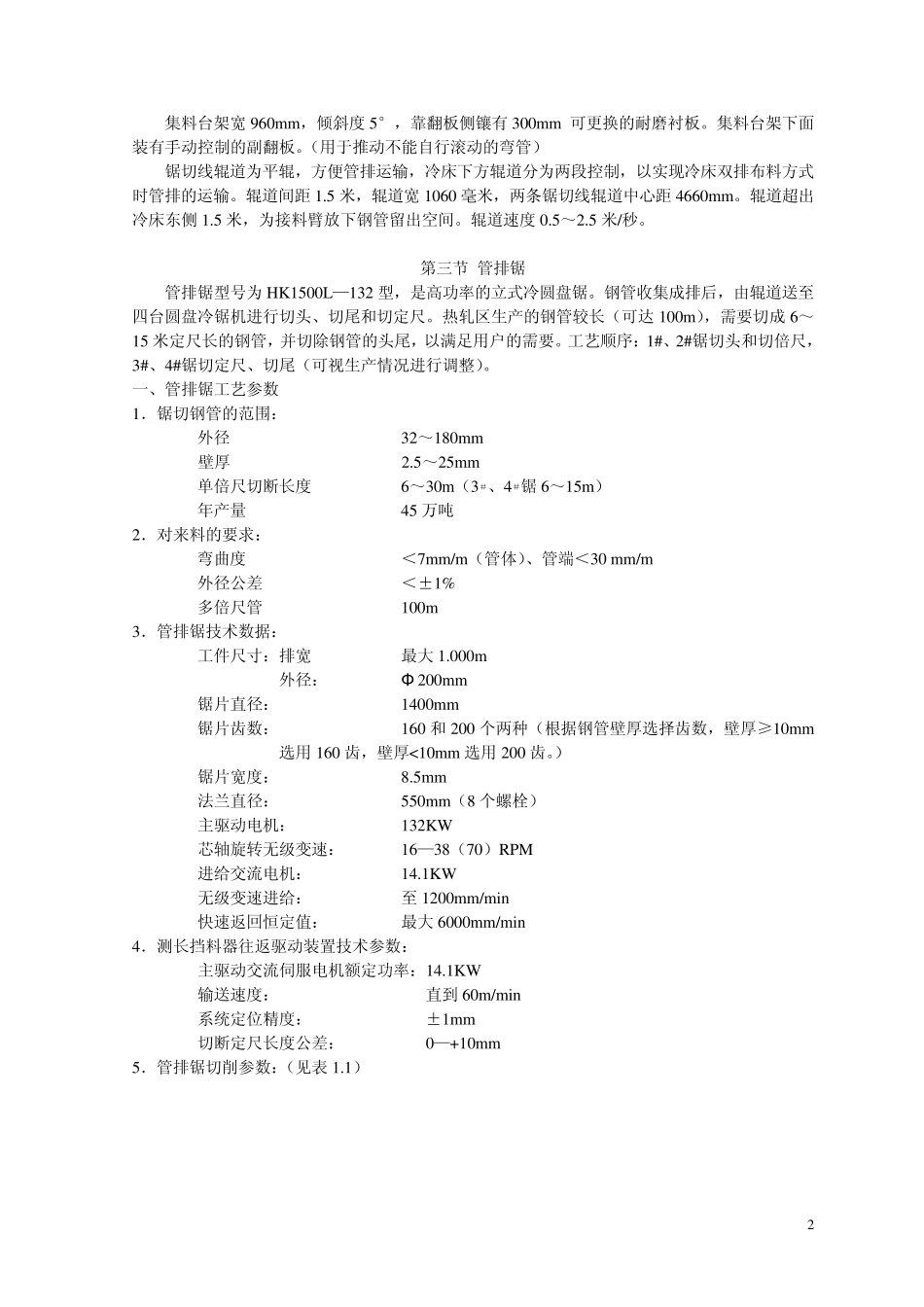
冷床下料装置包括接料臂、翻板、集料台架和两组回转臂,实现管排收集和向两条锯切线供料
每排钢管数根据来料外径确定,Φ 168
3mm 外径钢管每排 5 根,Φ 48 外径钢管每排 17 根,每排钢管最大宽度 864mm
(冷床下料装置示意图见图1
2 所示) 图1
2 冷床下料装置示意图 接料臂由液压缸控制, 长1
78 米,接料臂头为圆弧形,可更换,内侧圆弧半径 150mm
翻板由液压缸控制,可实现向两侧集料台架分料, 翻板倾斜度为25°
冷床冷却 管排收集 管排切割 管排横移 矫直 吹灰 人工检查 涡流探伤 喷标 中间库 切屑、料头 可疑品 分检台架 废品 修磨、再切、复探 料筐收集 修磨、再切品 取样 2 集料台架宽960mm,倾斜度5°,靠翻板侧镶有 300mm 可更换的耐磨衬板
集料台架下面装有手动控制的副翻板