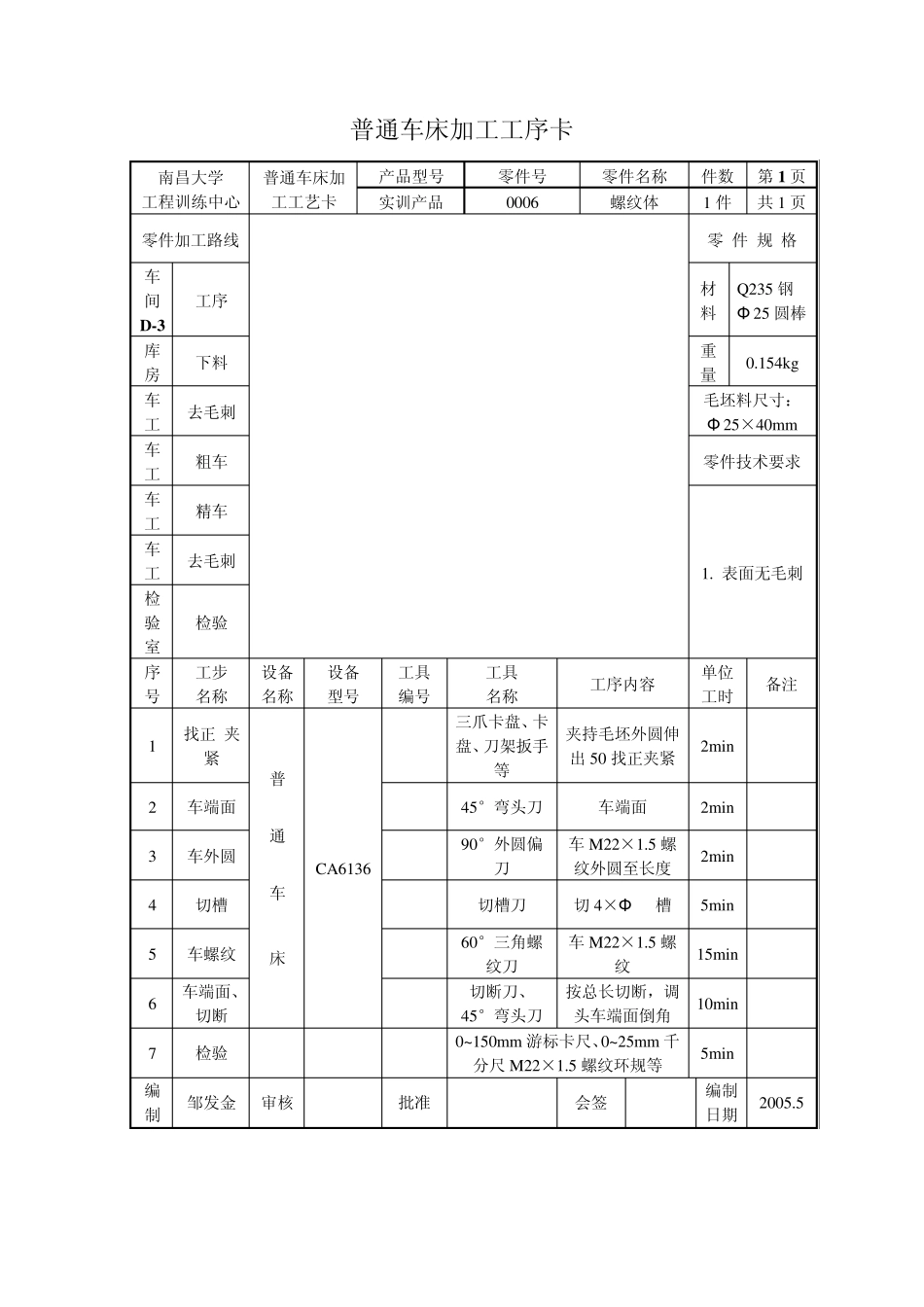
普通车床加工工序卡 南昌大学 工程训练中心 普通车床加工工艺卡 产品型号 零件号 零件名称 件数 第1 页 实训产品 0006 螺纹体 1 件 共1 页 零件加工路线 零 件 规 格 车间 D -3 工序 材料 Q235 钢 Φ 25 圆棒 库房 下料 重量 0
154kg 车工 去毛刺 毛坯料尺寸: Φ 25×40mm 车工 粗车 零件技术要求 车工 精车 1
表面无毛刺 车工 去毛刺 检验室 检验 序号 工步 名称 设备名称 设备 型号 工具编号 工具 名称 工序内容 单位工时 备注 1 找正 夹紧 普 通 车 床 CA6136 三爪卡盘、卡盘、刀架扳手等 夹持毛坯外圆伸出50 找正夹紧 2min 2 车端面 45°弯头刀 车端面 2min 3 车外圆 90°外圆偏刀 车M22×1
5 螺纹外圆至长度 2min 4 切槽 切槽刀 切 4×Φ 20槽 5min 5 车螺纹 60°三角螺纹刀 车M22×1
5 螺纹 15min 6 车端面、切断 切断刀、 45°弯头刀 按总长切断,调头车端面倒角 10min 7 检验 0~150mm 游标卡尺、0~25mm 千分尺M22×1
5 螺纹环规等 5min 编制 邹发金 审核 批准 会签 编制日期 2005
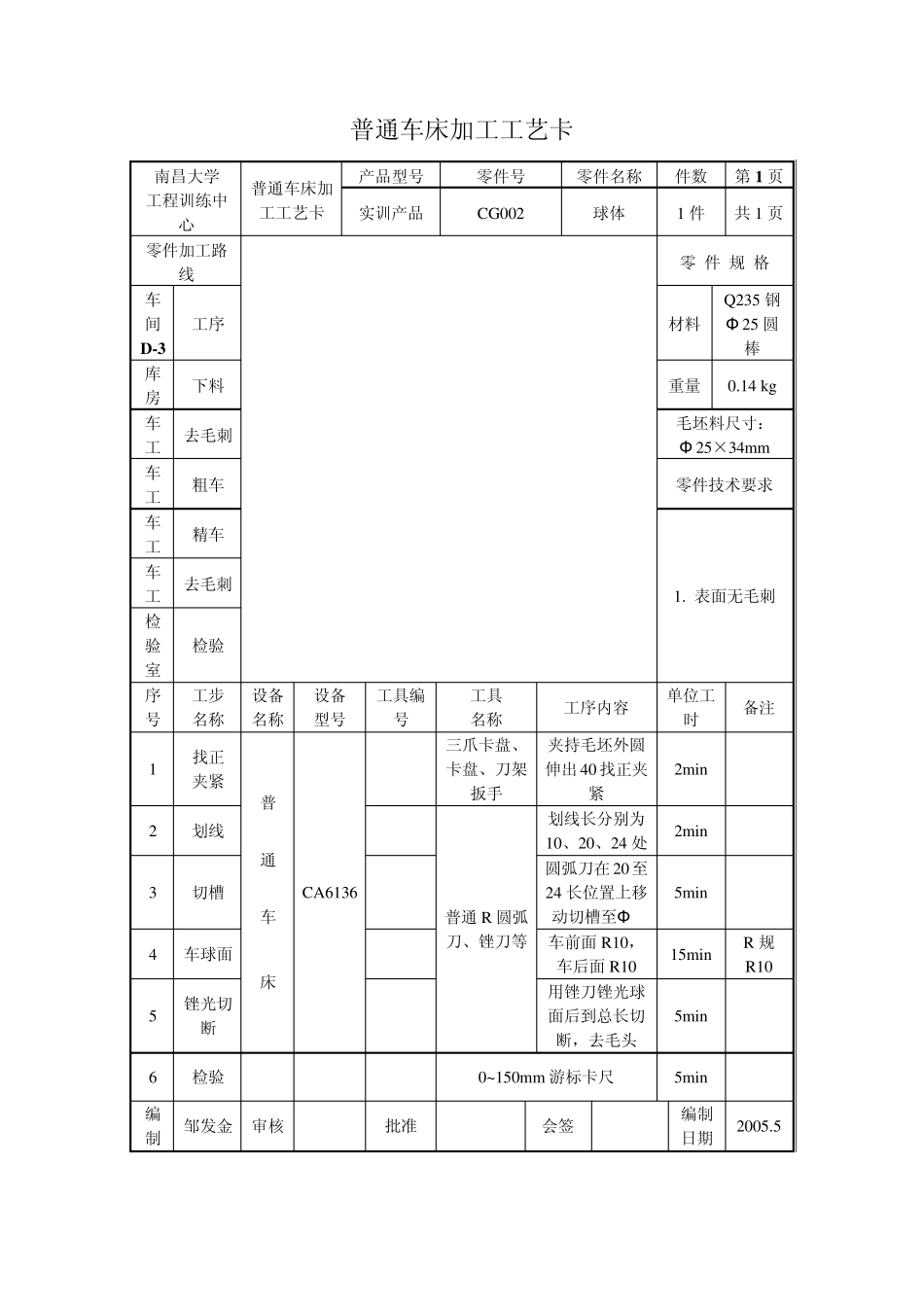
5 普通车床加工工艺卡 南昌大学 工程训练中心 普通车床加工工艺卡 产品型号 零件号 零件名称 件数 第1 页 实训产品 CG002 球体 1 件 共1 页 零件加工路线 零 件 规 格 车间 D -3 工序 材料 Q235 钢 Φ 25 圆棒 库房 下料 重量 0
14 kg 车工 去毛刺 毛坯料尺寸: Φ 25×34mm 车工 粗车 零件技术要求 车工 精车 1
表面无毛刺 车工 去毛刺 检验室 检验 序号 工步 名称 设备名称 设备 型号 工具编号 工具 名称 工序内容 单位工时 备注 1 找正 夹紧 普 通 车 床