1δ,δ=板厚
(间隙和线能量最小化) 焊接变形收缩余量计算公式 焊接变形收缩始终是一个比较复杂的问题,对接焊缝的收缩变形与对接焊缝的坡口形式、对接间隙、焊接线的能量、钢板的厚度和焊缝的横截面积等因素有关,坡口大、对接间隙大,焊缝截面积大,焊接能量也大,则变形也大
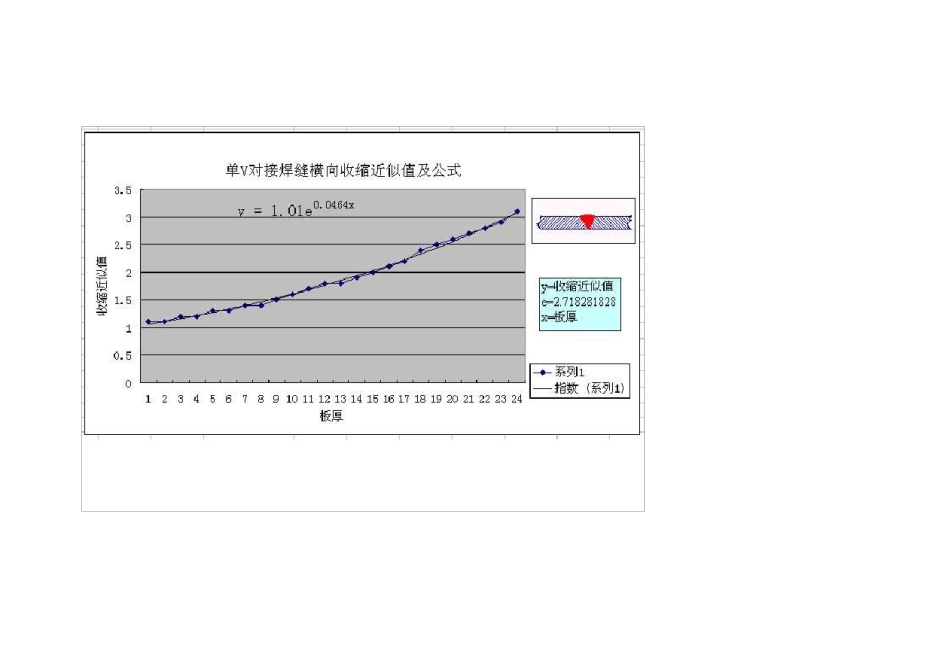
为了给设计人员提供一定的参考,贴几个公式 1、单 V 对接焊缝横向收缩近似值及公式: y = 1
01*e^(0
0464x) y=收缩近似值 e=2
718282 x= 板厚 2、双 V 对接焊缝横向收缩近似值及公式: y = 0
908*e^(0
0467x ) y=收缩近似值 e=2
718282 x= 板厚 、 4 、 5 、 6 、 1 试述焊接残余变形的种类
焊接过程中焊件产生的变形称为焊接变形
焊后,焊件残留的变形称为焊接残余变形
焊接残余变形有纵向收缩变形、横向收缩变形、角变形、弯曲变形、扭曲变形和波浪变形等共六种,见图 1 ,其中焊缝的纵向收缩变形和横向收缩变形是基本的变形形式,在不同的焊件上,由于焊缝的数量和位置分布不同,这两种变形又可表现为其它几种不同形式的变形
2 焊件在什么情况下会产生纵向收缩变形
焊件焊后沿平行于焊缝长度方向上产生的收缩变形称为纵向收缩变形
当焊缝位于焊件的中性轴上或数条焊缝分布在相对中性轴的对称位置上,焊后焊件将产生纵向收缩变形,其焊缝位置见表 1
焊缝的纵向收缩变形量随焊缝的长度、焊缝熔敷金属截面积的增加而增加,随焊件截面积的增加而减少,其近似值见表 2
表 2 焊缝纵向收缩变形量的近似值 (m m /m ) 对接焊缝 连续角焊缝 间断角焊缝 0
1 注:表中所表示的数据是在宽度大约为 15 倍板厚的焊缝区域中的纵向收缩变形量,适用于中等厚度的低碳钢板
3 试述焊缝的横向收缩变形量及其计算