1 熔合焊缝的无损检测 ――外观检查 欧洲标准 EN 970:1997 等同于 DIN 标准 2 目 录 1 范围 2 标准参考 3 检验条件和设备 4 人员 5 目测总则 6 焊前接头的目测 7 焊接过程的目测 8 焊后目测 8
1 总则 8
2 表面处理和整修 8
3 轮廓和尺寸 8
4 焊缝根部和表面 8
5 焊后热处理 9 修复焊缝的目测检查 9
1 总则 9
2 部分清除焊缝 9
3 彻底清除焊缝 9
4 检测 1 0 检测记录 附录 检测装备样本(参考) 3 1 范围 此欧洲标准覆盖了金属材料的熔合焊缝的视觉检查,此检查通常是对焊缝的焊态进行,但也有例外的,例如:某一个应用标准需要或合同双方的同意,检查可以在焊接过程的其它时间段进行
2 参考的标准 此标准参考了过时的、未过时的参考文件及其他文件的一些规定
这些参考文件在后面正文适当地方进行了引用,参考的文件随后列出,对于过时的参考文件,文件修订后,本欧洲标准进行了相应的修订和再修订,对于未过时的参考文件,本欧洲标准应用了最新版本
EN288-2 金属材料焊接过程规范和验证——第二部分:电弧焊焊接工艺规范 EN473 无损检测人员资格和认定——总则 PREN 12062 焊缝的无损检测——总则 EN25817 钢电弧焊连接头——缺陷质量等级指导 EN30042 铝和可焊铝合金的电弧焊接头——缺陷的质量等级指导 ISO 3058:1974 无损检测为辅——外观检查——低倍放大镜的选用 ISO3599:1976 分辨率为 0
05mm 的游标规 3 检测环境和设备 表面亮度最小值应该是350 勒克斯(亮度单位),建议用500 勒克斯
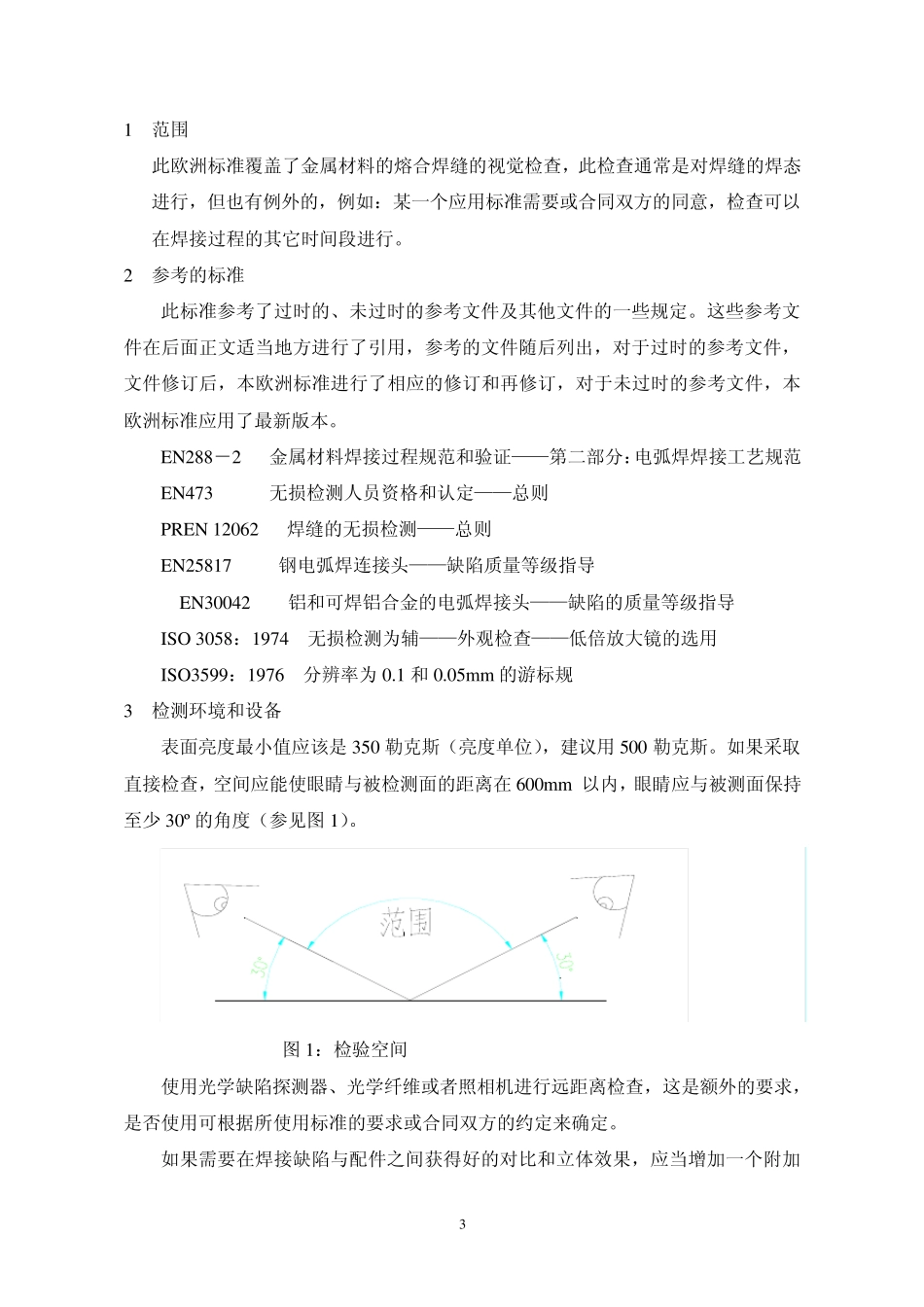
如果采取直接检查,空间应能使眼睛与被检测面的距离在600mm 以内,眼睛应与被测面保持至少 30º的角度(参见图 1)
图 1:检验空间 使用光学缺陷探