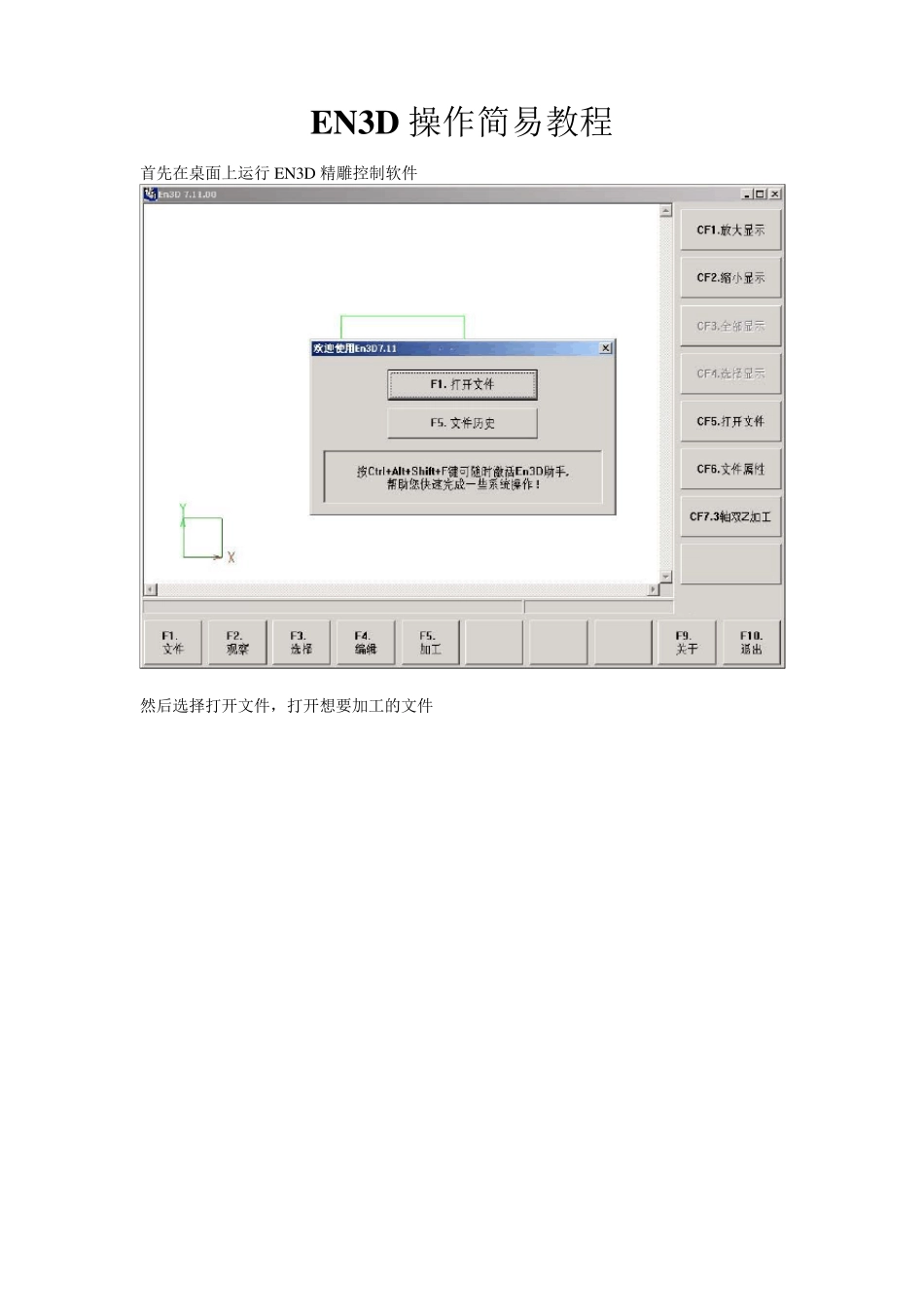
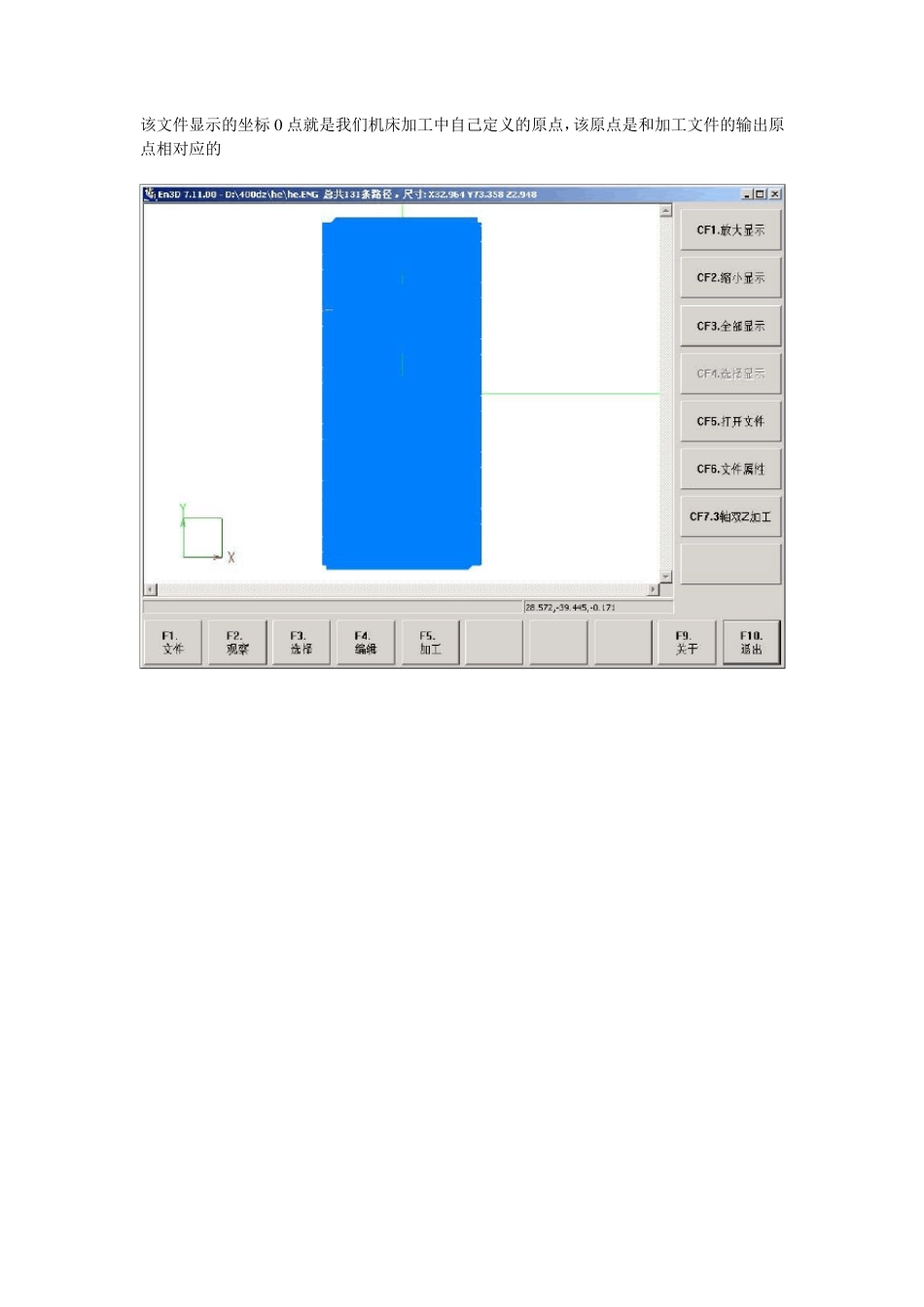
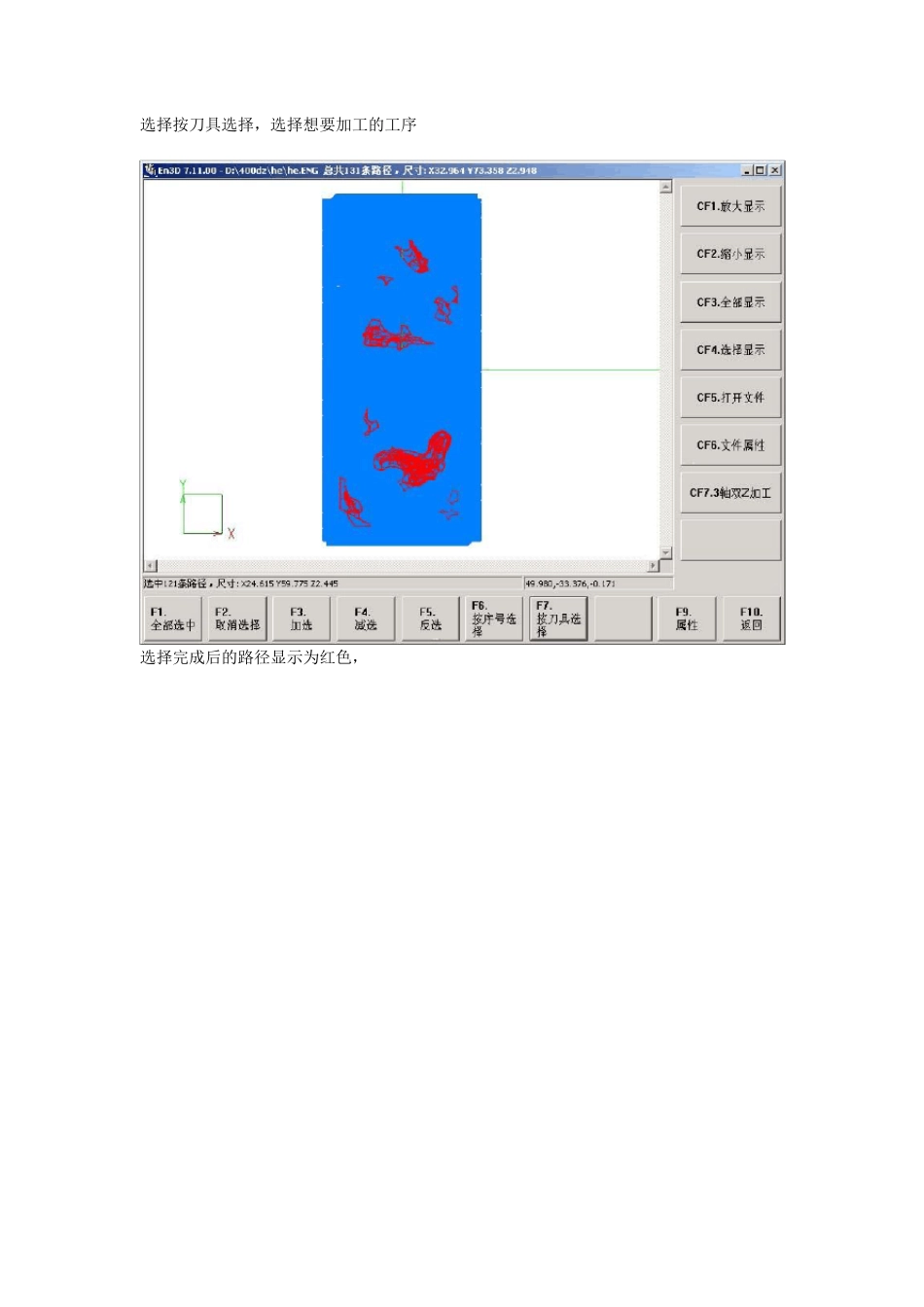
EN3D 操作简易教程 首先在桌面上运行 EN3D 精雕控制软件 然后选择打开文件,打开想要加工的文件 该文件显示的坐标0 点就是我们机床加工中自己定义的原点,该原点是和加工文件的输出原点相对应的 选择按刀具选择,选择想要加工的工序 选择完成后的路径显示为红色, 可以通过属性的选项,察看该加工路径的相关信息,包括加工尺寸,深度等,确保尺寸无误
然后选择双工序选择加工 如果该加工文件使用了多把刀具,会有上图的提示,确定后进入加工程序 然后是分配加工刀具,既安排Z 1 和Z 2 轴加工使用刀具,分配的刀具要与选择加工的刀具相匹配(如果选择了加工刀具为JD 平底4
0,想用Z 1 加工,就把JD 平底4
0 的刀具分配给Z 1
)超过两把刀具可以用F3 用户自定义分配
然后就是定义加工原点,首先通过手动步长或者是手轮,把Z I 轴移动到想要加工的材料的加工位置, 然后选择F4 工件原点,首先,定义X 、Y 原点,(CF2,当前 X 、Y 坐标) 然后是对刀,定义对刀基准,选择 F10 其它功能 选择F1 对刀 选择,CF1,运动到对刀位 然后通过手轮运动Z轴使刀具距离对刀仪表面10MM 左右,选择CF3 设为当前 Z1 坐标,然后选择F9 对刀 选择F1 定义对刀基准 如果在换刀后,重新对刀(对刀过程同上),但是千万不可以再选择定义对刀基准,在同一个加工文件当中尽量只是使用一个对刀基准,而是选择修正刀具长度补偿,每次更换完刀具一定要对刀,修正刀具长度补偿
然后定义Z 轴原点,首先给主轴电机加上转速 然后通过手轮移动到材料的加工表面, 然后选择F4 工件原点,选择CF4 定义当前的Z1 轴的加工Z 原点
可以把F7 落刀设置里面的慢下距离改到 1 到 2m m 然后可以进行加工 如果想调整加工的深浅,可以通过F5 深度微调,调整加工深度,EN 3D7
07 版本软件的正值为