1 机械部分改造的技术要求 对于机床的数控化改造,机械部分改造的技术要求如下: 1、 齿轮副 一般机床的齿轮主要集中在主轴箱和变速箱中
为了保证传动精度,数控机床上使用的齿轮精度等级都比普通机床高
在结构上要能达到无间隙传动,因而改造时,机床主要齿轮必须满足数控机床的要求,以保证机床加工精度
2、 安全防护 机床改造必须以安全为前提
在机床改造中要根据实际情况采取相应的措施,切不可忽视
滚珠丝杠副是精密元件,工作时要严防灰尘特别是切屑及硬砂粒进入滚道
在纵向丝杠上也可加整体铁板防护罩
大拖板与滑动导轨接触的两端面要密封好,绝对防止硬质颗粒状的异物进入滑动面损伤导轨
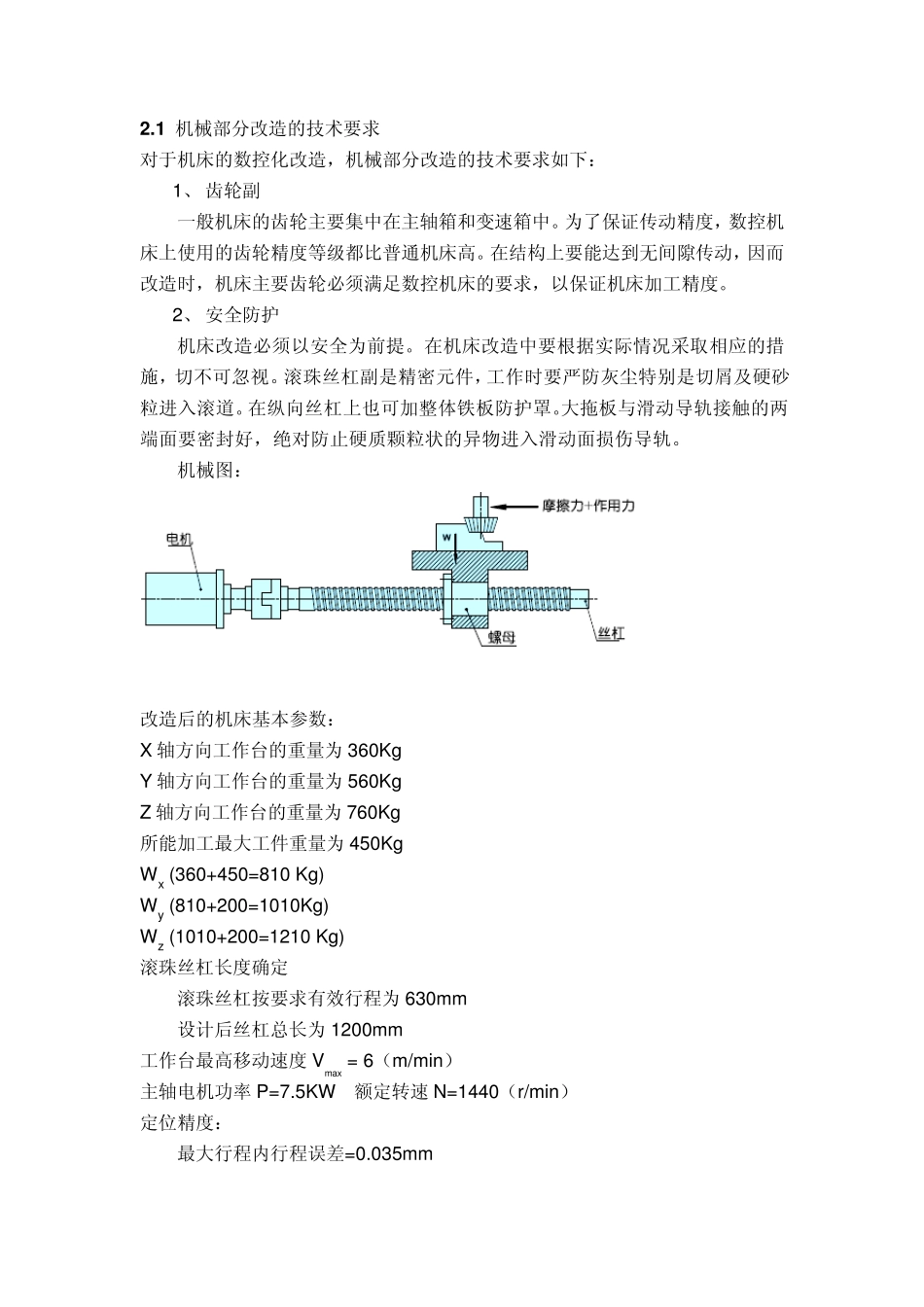
机械图: 改造后的机床基本参数: X 轴方向工作台的重量为 360Kg Y 轴方向工作台的重量为 560Kg Z 轴方向工作台的重量为 760Kg 所能加工最大工件重量为 450Kg Wx (360+450=810 Kg) Wy (810+200=1010Kg) Wz (1010+200=1210 Kg) 滚珠丝杠长度确定 滚珠丝杠按要求有效行程为 630mm 设计后丝杠总长为 1200mm 工作台最高移动速度 Vmax = 6(m/min) 主轴电机功率 P=7
5KW 额定转速 N=1440(r/min) 定位精度: 最大行程内行程误差=0
035mm 失位量=0
045mm 滚珠丝杠的支持方式为(固定----支持) 滚珠丝杠的选择 设工作台快移速度为Vmax=6m/min 伺服电机转速Nmax=3000r/min 2mm 30006000 NVPmaxmaxh 式中,Ph——丝杠导程 此处为了安全考虑Ph 取8mm X 轴进给系统的设计计算 切削力计算 最大切削功率 PPQ 式中,PQ——主电动机功率 η——主传动系统的总效率,一般为0
85,这里取η=0
8 6Kg 8