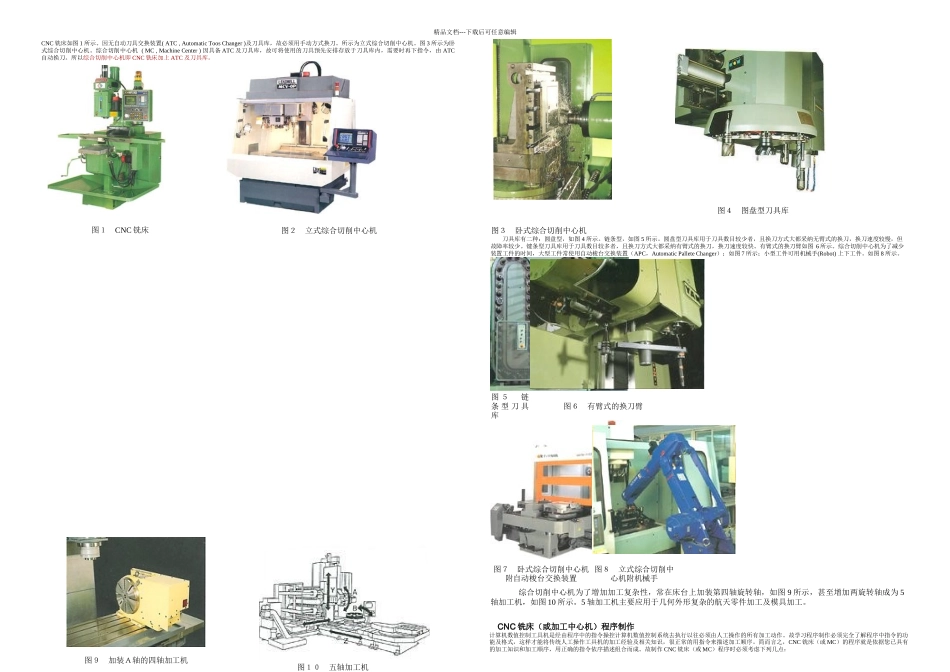
精品文档---下载后可任意编辑CNC 铣床如图 1 所示
因无自动刀具交换装置( ATC , Automatic Toos Changer )及刀具库,故必须用手动方式换刀
所示为立式综合切削中心机
图 3 所示为卧式综合切削中心机
综合切削中心机 ( MC , Machine Center ) 因具备 ATC 及刀具库,故可将使用的刀具预先安排存放于刀具库内,需要时再下指令,由 ATC自动换刀
所以综合切削中心机即 CNC 铣床加上 ATC 及刀具库
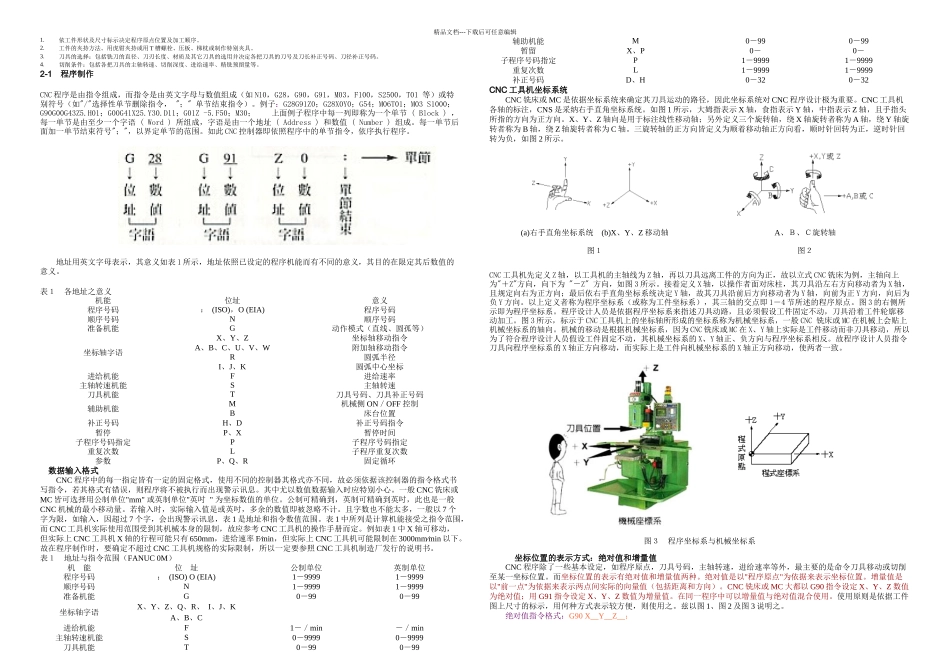
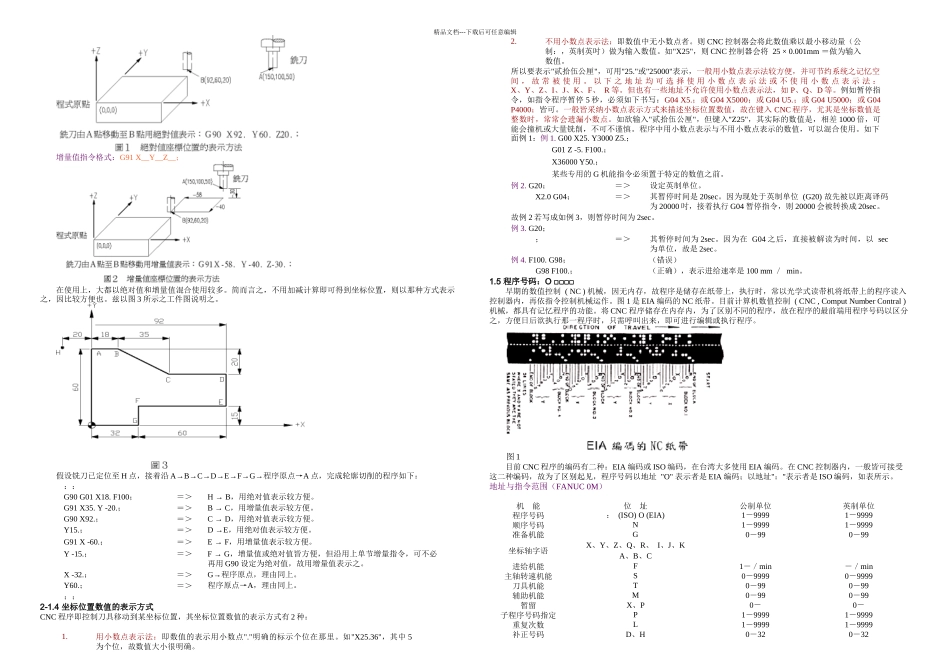
图1 CNC 铣床图2 立式综合切削中心机 图3 卧式综合切削中心机 刀具库有二种:圆盘型,如图 4 所示
链条型,如图 5 所示
圆盘型刀具库用于刀具数目较少者,且换刀方式大都采纳无臂式的换刀,换刀速度较慢,但故障率较少
键条型刀具库用于刀具数目较多者,且换刀方式大都采纳有臂式的换刀,换刀速度较快
有臂式的换刀臂如图 6 所示
综合切削中心机为了减少装置工件的时间,大型工件常使用自动梭台交换装置(APC,Automatic Pallete Changer);如图 7 所示;小型工件可用机械手(Robot) 上下工件
如图 8 所示
图 5 链条 型 刀 具库图6 有臂式的换刀臂图7 卧式综合切削中心机附自动梭台交换装置图8 立式综合切削中心机附机械手 综合切削中心机为了增加加工复杂性,常在床台上加装第四轴旋转轴,如图 9 所示,甚至增加两旋转轴成为 5轴加工机,如图 10 所示
5 轴加工机主要应用于几何外形复杂的航天零件加工及模具加工
CNC 铣床(或加工中心机)程序制作计算机数值控制工具机是经由程序中的指令操控计算机数值控制系统去执行以往必须由人工操作的所有加工动作
故学习程序制作必须完全了解程序中指令的功能及格式,这样才能将传统人工操作工具机的加工经验及相关知识,很正常的用指令来描述加工顺序
简而言之,CNC 铣床(