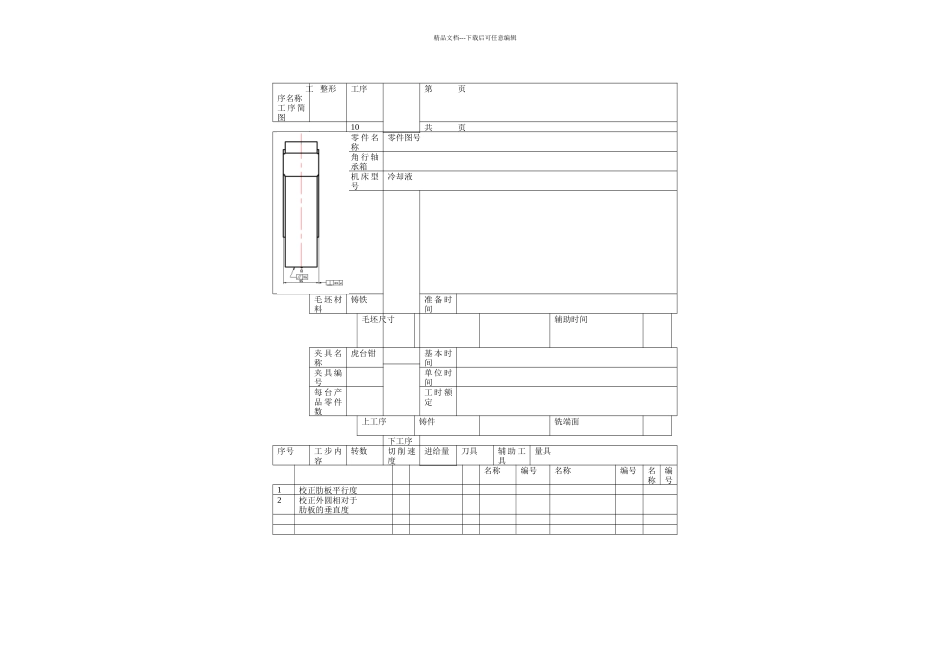
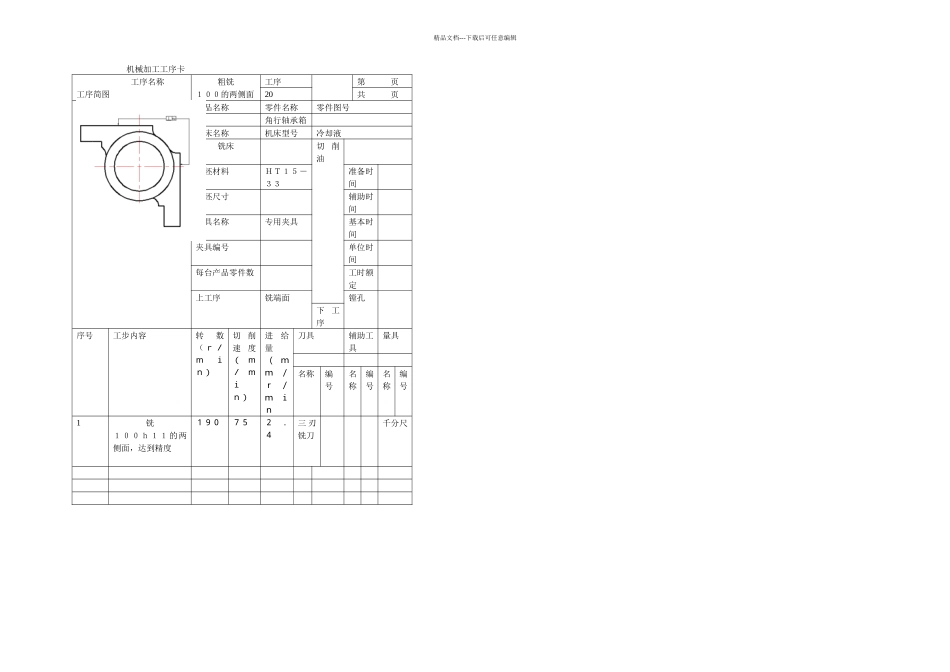
精品文档---下载后可任意编辑工序名称工 序 简图整形工序第 页10共 页产 品 名称零 件 名称零件图号角 行 轴承箱机 床 名称机 床 型号冷却液毛 坯 材料铸铁准 备 时间毛坯尺寸辅助时间夹 具 名称虎台钳基 本 时间夹 具 编号单 位 时间每 台 产品 零 件数工 时 额定上工序铸件铣端面下工序序号工 步 内容转数切 削 速度进给量刀具辅 助 工具量具名称编号名称编号名称编号1校正肋板平行度2校正外圆相对于肋板的垂直度精品文档---下载后可任意编辑 机械加工工序卡工序名称工序简图粗铣100的两侧面工序第 页20共 页产品名称零件名称零件图号角行轴承箱机床名称机床型号冷却液铣床切削油毛坯材料HT15-33准备时间毛坯尺寸辅助时间夹具名称专用夹具基本时间夹具编号单位时间每台产品零件数工时额定上工序铣端面镗孔下工序序号工步内容转数( r /min)切 削速 度( m/ min)进给量(mm/r/min刀具辅助工具量具名称编号名称编号名称编号1铣100h11的两侧面,达到精度190752.4三 刃铣刀千分尺精品文档---下载后可任意编辑机械加工工序卡工序名称图工序简 粗镗工序第 页30共 页产品名称零件名称零件图号角 行 轴 承箱机床名称机床型号冷却液镗床切削油毛坯材料H T 1 5-33准备时间毛坯尺寸辅助时间夹具名称专用夹具基本时间夹具编号单位时间每 台 产 品 零 件数工时额定上工序铣端面铣端面下工序序号工步内容转数切 削速度进 给量刀具辅助工具量具名称编号名称编号名称编号1镗¢180 的内孔15025内孔镗刀游标卡尺精品文档---下载后可任意编辑机械加工工序卡 工序名称工序简图铣工序第 页40共 页产品名称零件名称零件图号角行轴承箱机床名称机床型号冷却液铣床切削油毛坯材料HT15-33准备时间毛坯尺寸365x360辅助时间夹具名称铣夹具基本时间夹具编号单位时间每台产