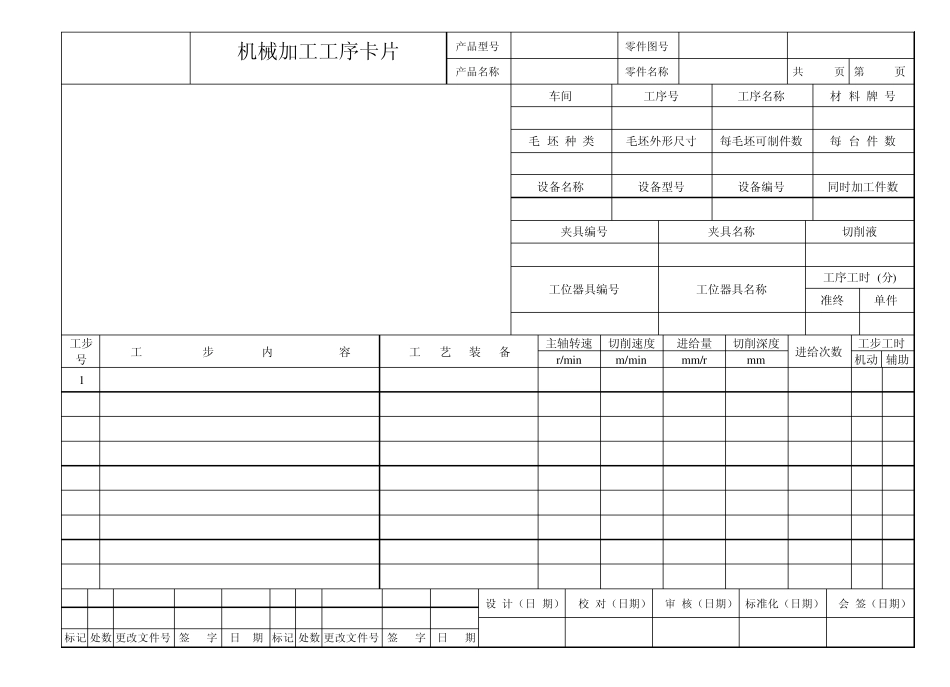
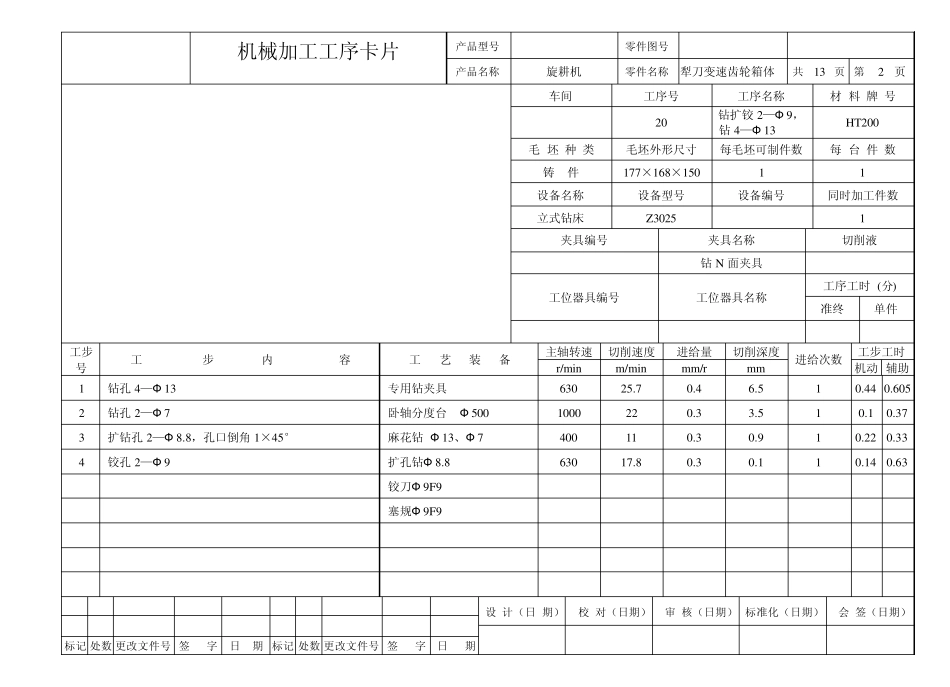
机械加工工序卡片 产品型号 零件图号 产品名称 零件名称 共 页 第 页 车间 工序号 工序名称 材 料 牌 号 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 设备名称 设备型号 设备编号 同时加工件数 夹具编号 夹具名称 切削液 工位器具编号 工位器具名称 工序工时 (分) 准终 单件 工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动 辅助 1 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期 机械加工工序卡片 产品型号 零件图号 产品名称 旋耕机 零件名称 犁刀变速齿轮箱体 共 13 页 第 2 页 车间 工序号 工序名称 材 料 牌 号 20 钻扩铰2—Ф 9, 钻4—Ф 13 HT200 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 铸 件 177×168×150 1 1 设备名称 设备型号 设备编号 同时加工件数 立式钻床 Z3025 1 夹具编号 夹具名称 切削液 钻N 面夹具 工位器具编号 工位器具名称 工序工时 (分) 准终 单件 工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动 辅助 1 钻孔4—Ф 13 专用钻夹具 630 25
605 2 钻孔2—Ф 7 卧轴分度台 Ф 500 1000 22 0
37 3 扩钻孔2—Ф 8
8,孔口倒角1×45° 麻花钻 Ф 13、Ф 7 400 11 0
33 4 铰孔2—Ф 9 扩孔钻Ф 8