电极设计问题点(1) 如图示:电极外形到底座边不能小于1mm,因为骨位开粗留1MM
否则编程比较麻烦
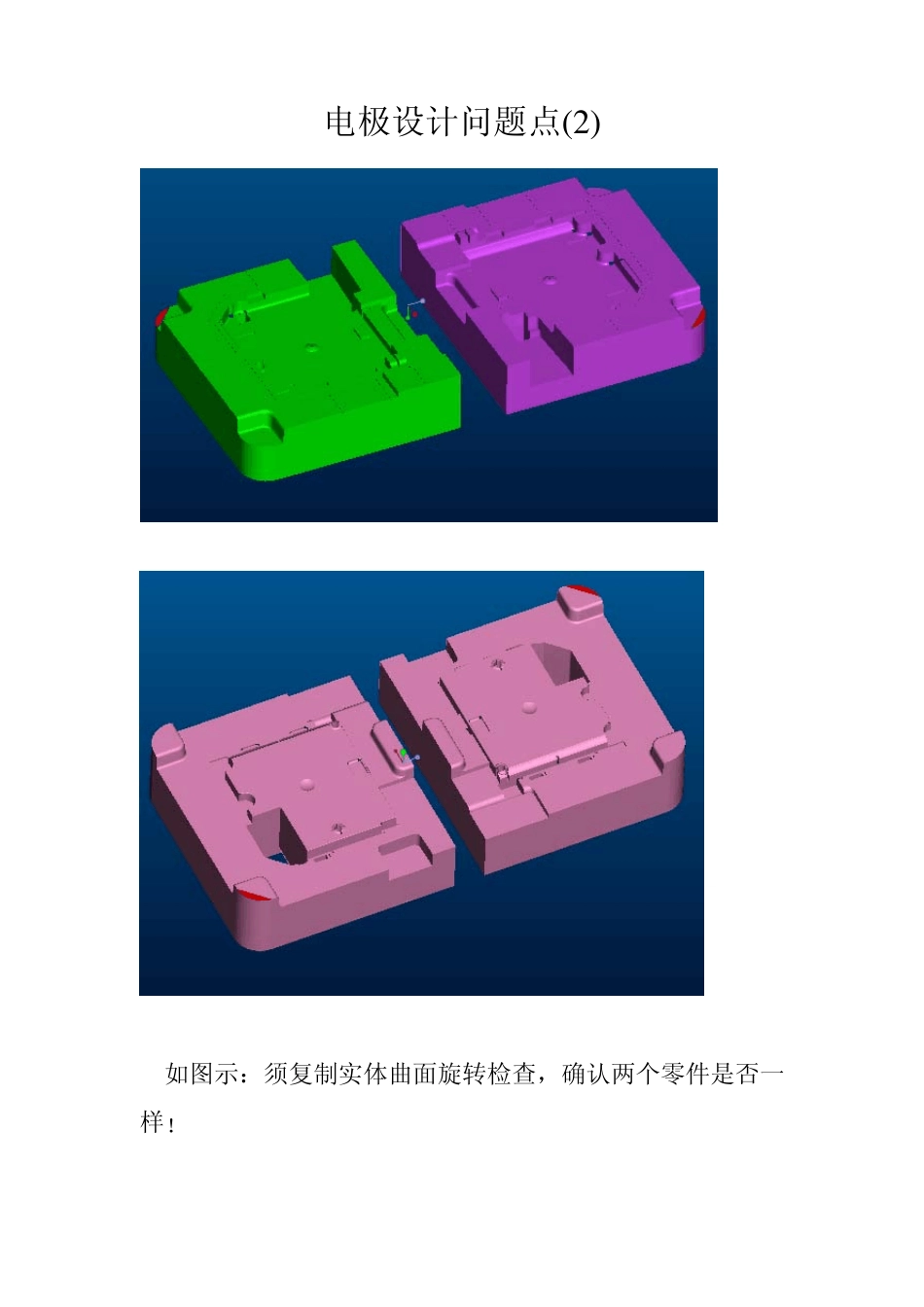
电极设计问题点(2 ) 如图示:须复制实体曲面旋转检查,确认两个零件是否一样
电极设计问题点(3) 如图示:做中心线要检查X,Y 是否中心
电极设计问题点(4 ) 如图示:电极拆完后,用以上方法检查有无漏公
电极设计问题点(5) 如图示:电极C 角其它三边R 角须一样大,方便标数
电极设计问题点(6) 如图示:白色镶针顶面(弧面)为碰穿面,镶针只有¢2大
CNC 难加工,须出电极加工
电极设计问题点(7 ) 如图示:镶件可升高一定高度拆电极,方便电极加强
电极图纸注明升高多少加工即可
电极设计问题点(8 ) 如图示:简单的零件也须同钢料编程员沟通商量加工问题,那部分光刀、那部分出电极
不沟通很容易产生漏加工、漏电极
不要把问题留在自已身上,多沟通
电极设计问题点(9) 如图示:红色处骨位(1mm 宽、1mm 深)出整公打火花,电极利角清至最小 R 角即可
此类骨位电脑锣加工时间长,易损刀
出电极加工快,骨位底部平整性好
电极设计问题点(10) 如图示:斜顶胶位影响FIT 斜顶,出电极时当A 类电极拆
电极设计问题点(11) 如图示:红色产品为软胶,黄色产品为硬胶,硬胶须FIT模,出电极时要多加考虑(那部分该延长,那部分不该延长)
电极设计问题点(1 2 ) 如图示:利角处须锣两面,做底座时靠边做,方便二次加工
电极设计问题点(13) 如图示:唧嘴孔车电极加工,X、Y 圆孔分中为零,Z碰底
出电极时要清楚光刀位置,出电极范围
所有圆柱铜公深度数须从铜公底部拿数,不能在其它级位拿数
电极设计问题点(1 4 ) 如图示:部分电极内孔、槽尺寸须在图纸上标数给火花机自检 电极设计问题点(15) 电极加工顺序 一、 A 类电极 二、 B 类电极 三