《基于伺服电机的定位工件处理系统》伴随着时代的发展,大型机械化生产进程加快
输送站在其中有着至关重要的作用,他提高了工作效率,是自动化生产的重要部分
为了稳定自动化的生产工作,输送站就显得极为重要,所以机械手的精确定位是非常重要的
这是本文的重要工作,1 机械手装置结构和工作过程1
1 结构输送站机械手装置主要由抓取机械手装置、直线运动传动组件、拖链装置和 PLC 等部件组成
抓取机械手装置安装在直线运动传动组件的滑动溜板上,在传动组件带动下整体作直线往复运动
2 工作过程驱动抓取机械手精准定位到指定站点,进行抓取和放下物料操作
为了方便阐述,本文设计了一个简单的控制流程,要求如下:(1)按下按钮开关 SB1,机械手开始寻找原点,归零完成后指示灯 HL1 亮;(2)按下按钮开关 SB2,机械手以 101 mm/s 的速度运行到 603 mm 的位置,到位后延时 4s,再返回原点
如果做到了上述控制,那么驱动机械手精准到到各个站点,只要修改几个数字即可
2 控制系统设计2
1 PLC 选型及 I/O 地址分配由于需要输出驱动伺服电机的高速脉冲,PLC 应采用晶体管输出型
本文选用西门子 S7-226 PLC
根据控制要求进行了以下 I/O 地址分配,如表 1 所示2
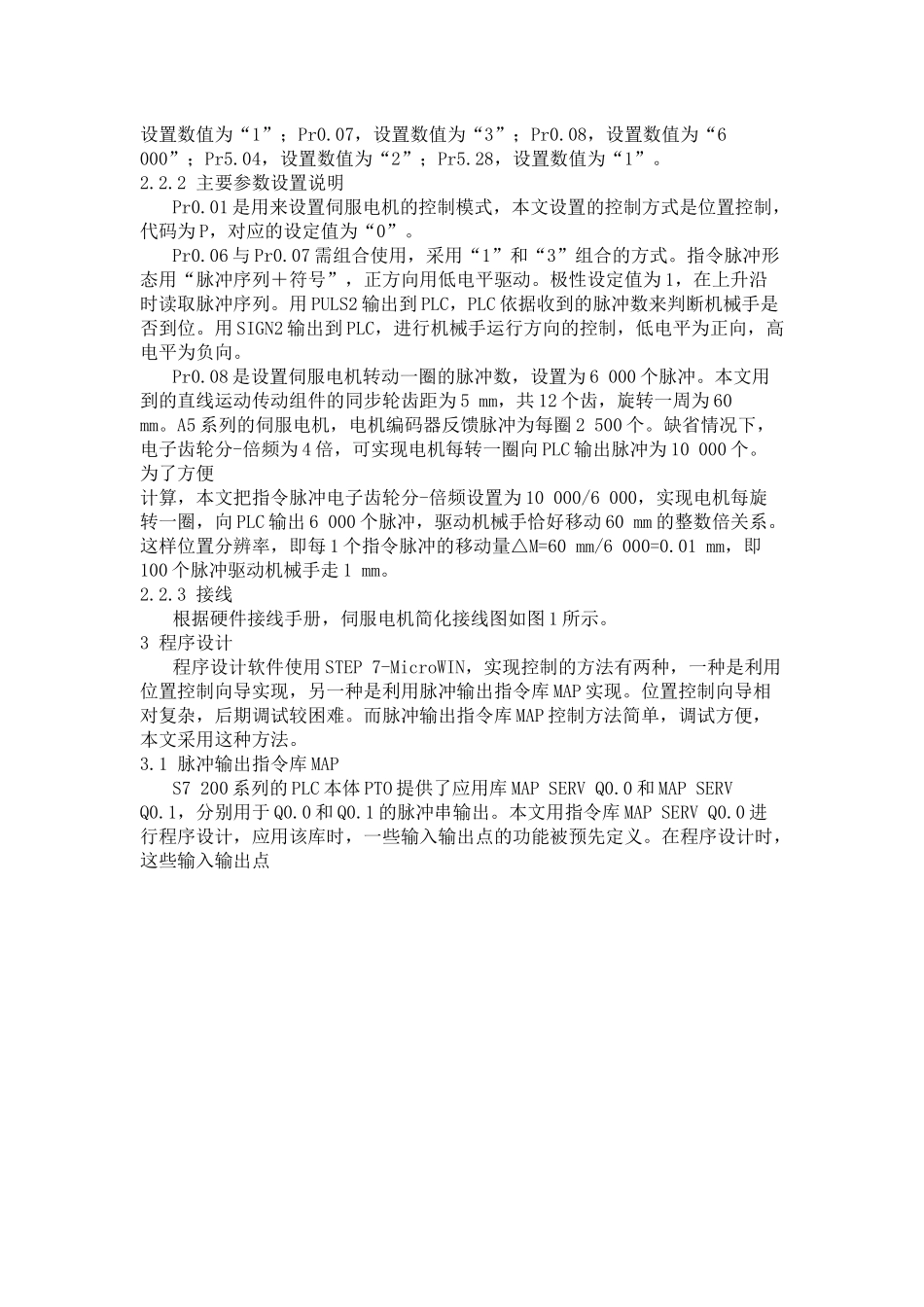
2 伺服控制器参数设置及接线2
1 参数设置本文采用松下 MHMD022G1U 伺服电机和 MADHT1507E 伺服驱动装置,根据伺服电机手册,设置参数:Pr0
01,设置数值为“0”;Pr0
02,设置数值为“1”;Pr0
03,设置数值为“13”;Pr0
04,设置数值为“250”;Pr0
06,设置数值为“1”;Pr0
07,设置数值为“3”;Pr0
08,设置数值为“6 000”;Pr5
04,设置数值为“2”;Pr5
28,设置数值为“1”
2 主要参数设置说明Pr0
01 是用来设置