第十二章钻削本章导读:钻削加工是孔加工的一种基本方法,在航空航天、汽车制造、电子等领域中的应用非常广泛,孔加工量约占机械加工总量的
钻削力、钻削温度等参数对钻削加工性能有着重要的影响,因此有必要对钻孔机理进行深入的研究,模拟钻削过程对生产加工制造具有指导性意义
Dform-3D 自带有模拟钻削过程的模块,方便用户设置前处理参数
本章在钻削模块中进行了钻削过程的模拟,并总结了钻削模拟过程中易出现的问题和解决方法
钻削模块简介用户进入钻削模块后,只需根据提示输入模拟所需的参数即可
该过程包括进入钻削前处理界面、设置钻削运动参数、添加钻头及工件模型、划分网格、设置模拟参数、生成数据、模拟运算、后处理
前处理本章对标准麻花钻钻孔过程进行了模拟,加工参数为:钻头直径 d=6mm,转速n=1000r/min,进给量 f=0
3mm/rev
麻花钻材料为硬质合金,工件材料为 AISI-1045(对应国标牌号为号钢)
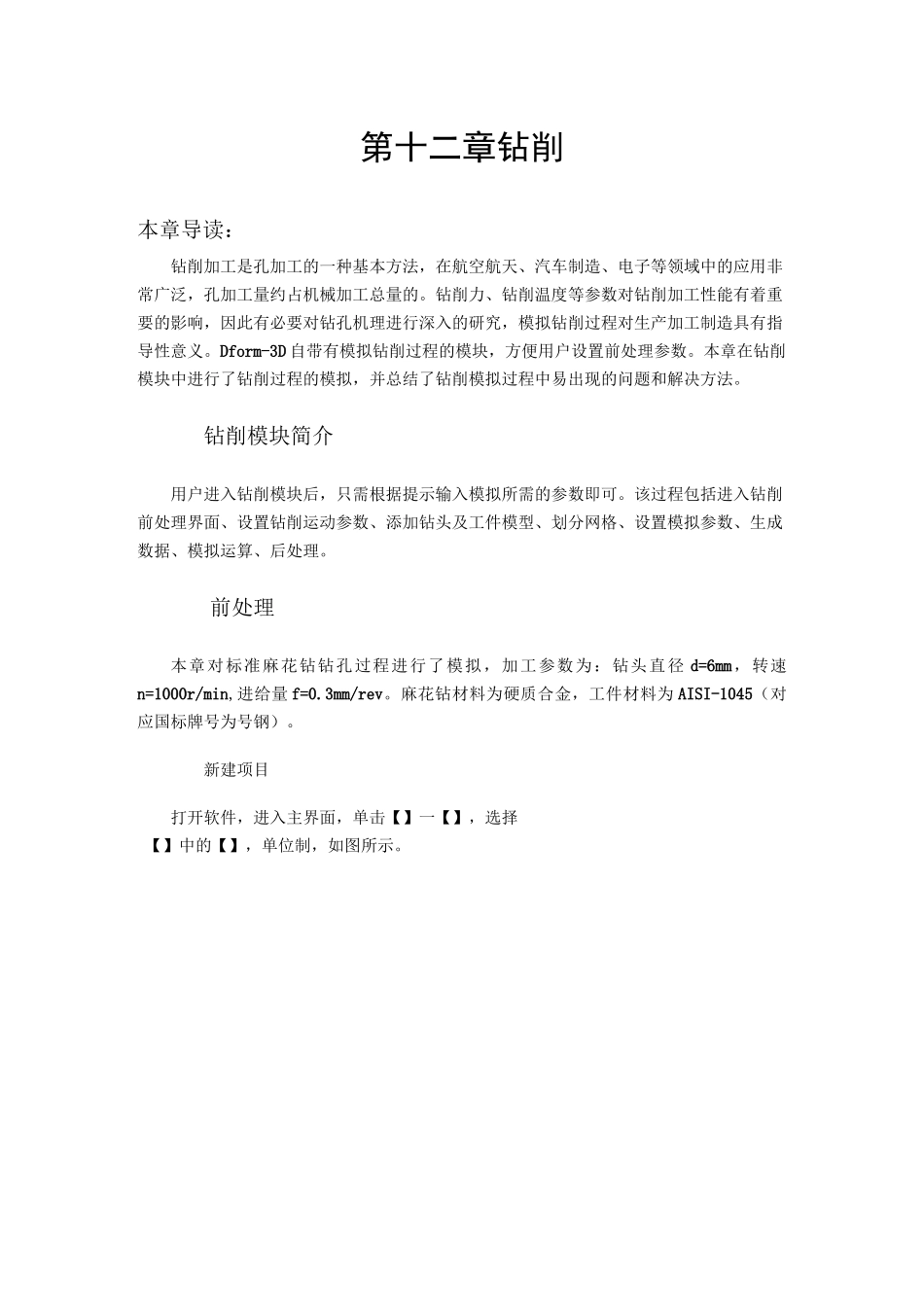
新建项目打开软件,进入主界面,单击【】一【】,选择【】中的【】,单位制,如图所示
「Multiple-CTsexaticnsi#Mashinin^[Cutting]「InverEe-heattransferTizard图新建项目单击【】默认存储位置
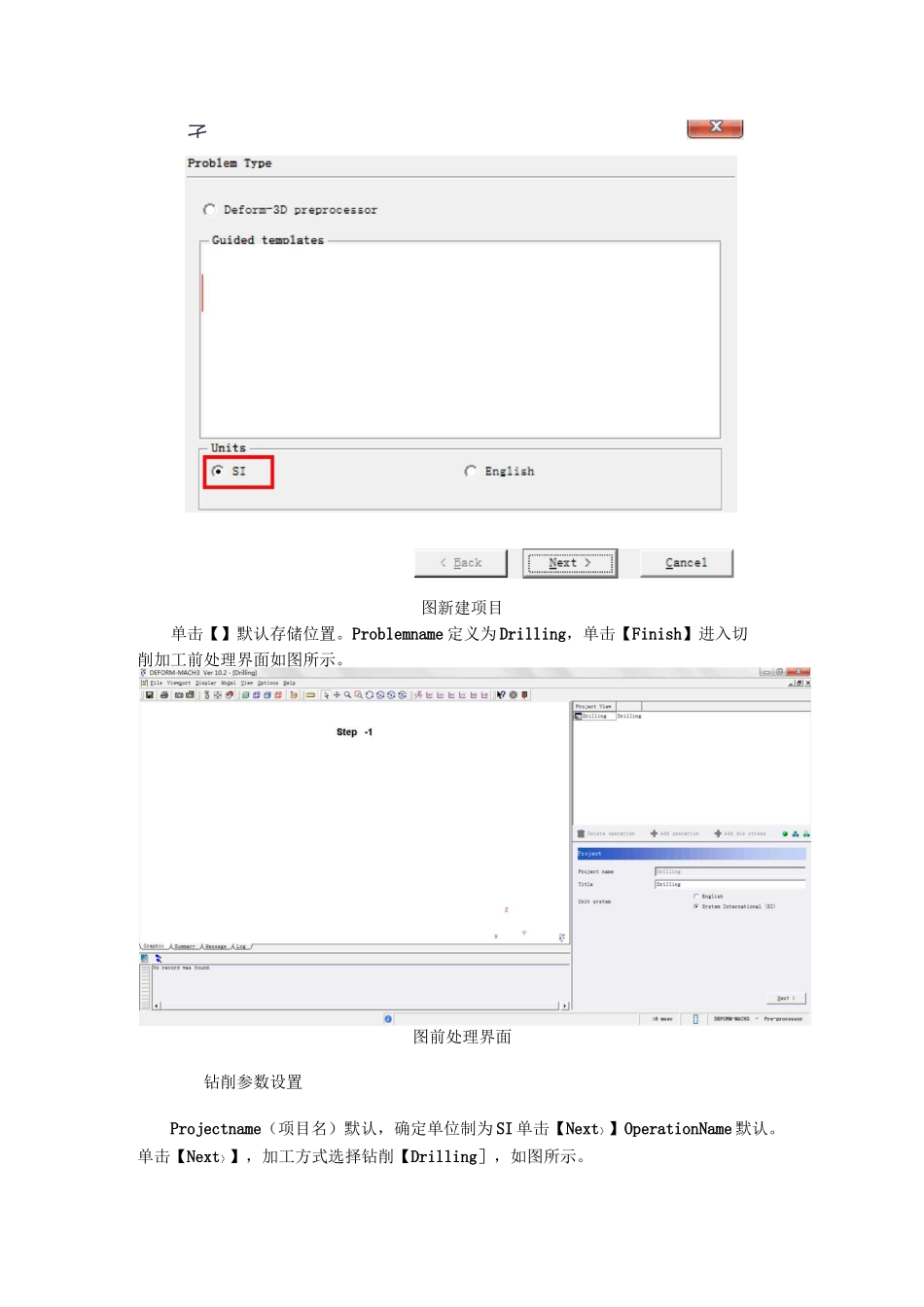
Problemname 定义为 Drilling,单击【Finish】进入切削加工前处理界面如图所示
图前处理界面钻削参数设置Projectname(项目名)默认,确定单位制为 SI 单击【Next〉】OperationName 默认
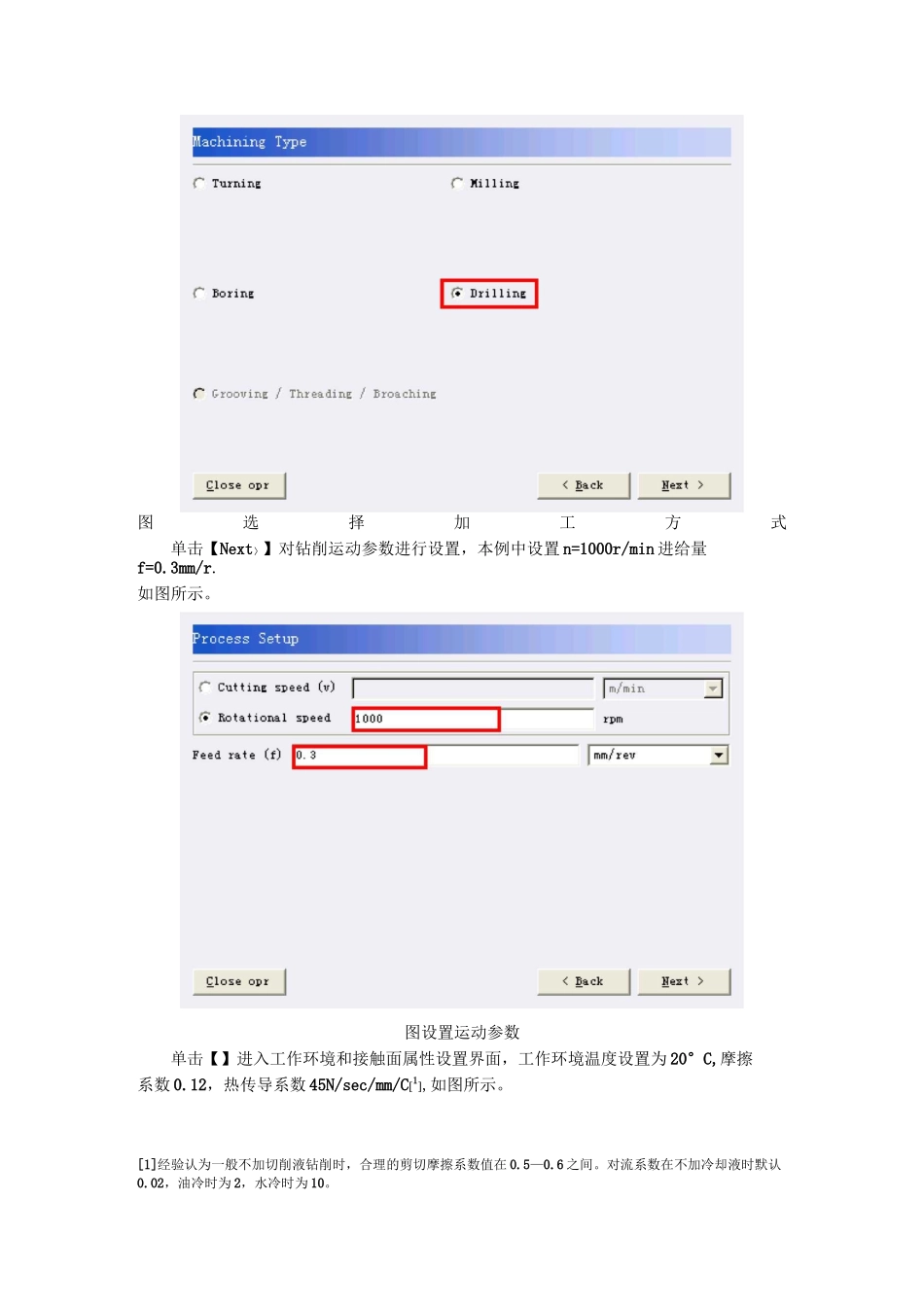
单击【Next〉】,加工方式选择钻削【Drilling],如图所示
孑图选择加工方式单击【Next〉】对钻削运动参数进行设置,本例中设置 n=1000r/min 进给量f=0
图设置运动参数单击【】进入工作环境和接触面属性设置界面,工作环境温度设置为 20°C,摩擦系数 0