22018-01-02► 1
震刀纹► 2
直线段 ( 侧 )竖纹► 3
拐角刀纹► 4
3D 面刀纹► 5
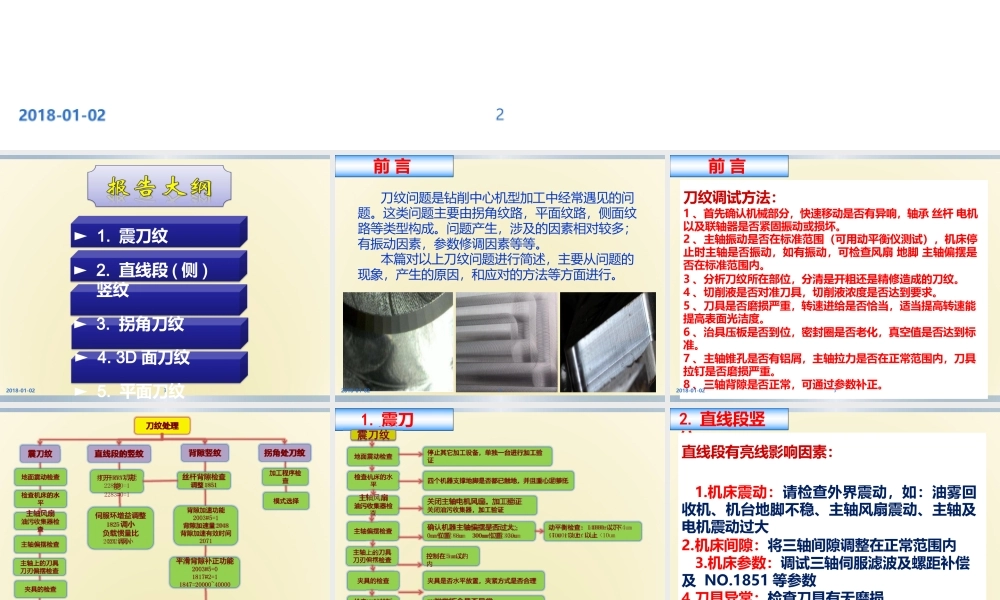
平面刀纹32018-01-02刀纹问题是钻削中心机型加工中经常遇见的问题
这类问题主要由拐角纹路,平面纹路,侧面纹路等类型构成
问题产生,涉及的因素相对较多;有振动因素,参数修调因素等等
本篇对以上刀纹问题进行简述,主要从问题的现象,产生的原因,和应对的方法等方面进行
前 言42018-01-02前 言刀纹调试方法:1 、首先确认机械部分,快速移动是否有异响,轴承 丝杆 电机以及联轴器是否紧固振动或损坏
2 、主轴振动是否在标准范围(可用动平衡仪测试),机床停止时主轴是否振动,如有振动,可检查风扇 地脚 主轴偏摆是否在标准范围内
3 、分析刀纹所在部位,分清是开粗还是精修造成的刀纹
4 、切削液是否对准刀具,切削液浓度是否达到要求
5 、刀具是否磨损严重,转速进给是否恰当,适当提高转速能提高表面光洁度
6 、治具压板是否到位,密封圈是否老化,真空值是否达到标准
7 、主轴锥孔是否有铝屑,主轴拉力是否在正常范围内,刀具拉钉是否磨损严重
8 、三轴背隙是否正常,可通过参数补正
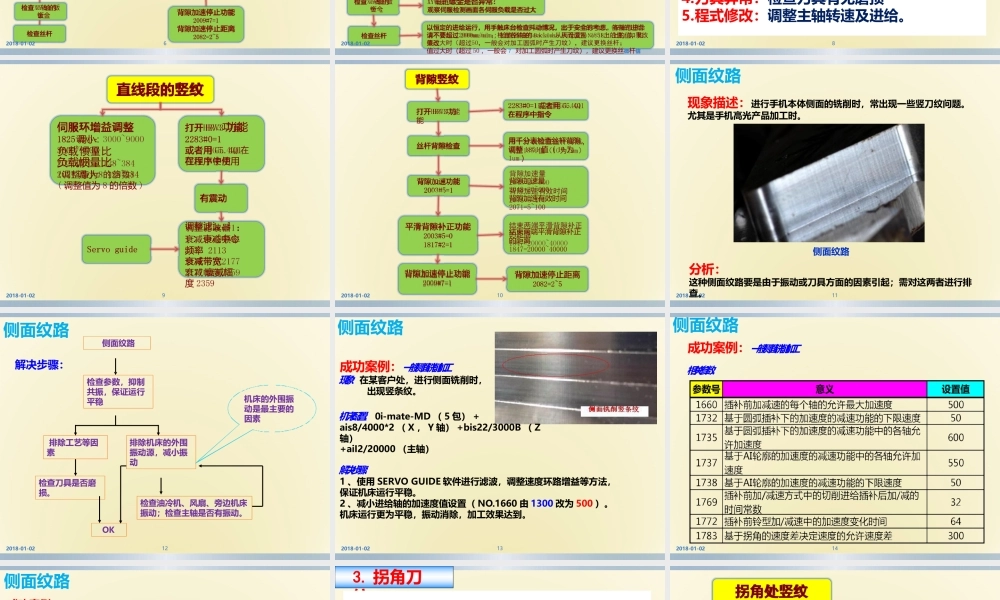
52018-01-02刀纹处理震刀纹直线段的竖纹背隙竖纹拐角处刀纹地面震动检查检查机床的水平主轴风扇 油污收集器检查主轴偏摆检查主轴上的刀具刀刃偏摆检查夹具的检查检查 XY 轴的钣金打开 HRV3 功能2283#0=1伺服环增益调整1825 调小 负载惯量比2021 调小丝杆背隙检查调整 1851背隙加速功能2003#5=1背隙加速量 2048 背隙加速有效时间 2071平滑背隙补正功能2003#5=01817#2=11847=20000~40000背隙加速停止功能2009#7=1背隙加速停止距离加工程序检查模式选择检查丝杆2018-01-022082=2~561
震刀纹地面震动检查轴