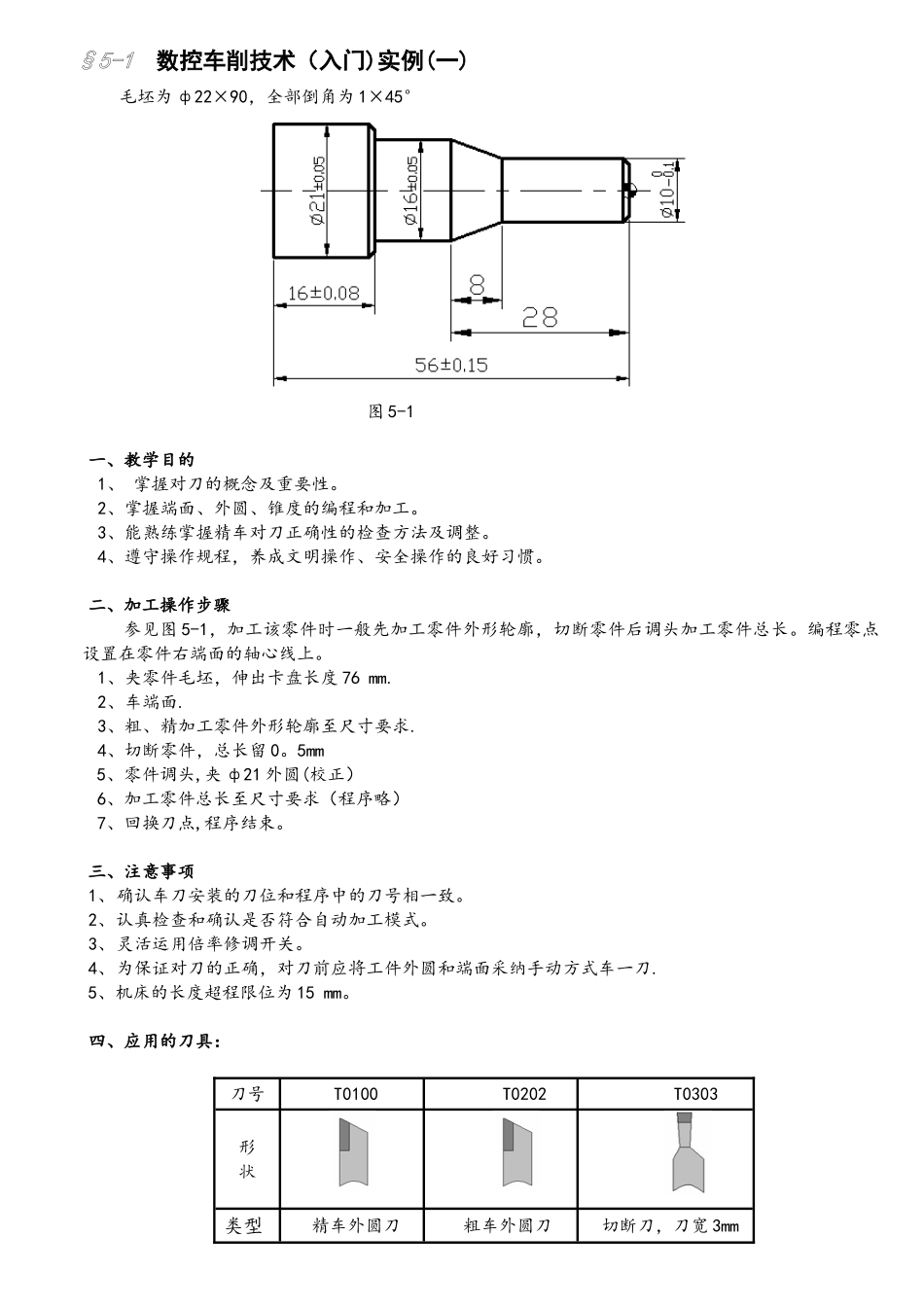
§5-1 数控车削技术(入门)实例(一) 毛坯为 ф22×90,全部倒角为 1×45°图 5-1一、教学目的1、 掌握对刀的概念及重要性
2、掌握端面、外圆、锥度的编程和加工
3、能熟练掌握精车对刀正确性的检查方法及调整
4、遵守操作规程,养成文明操作、安全操作的良好习惯
二、加工操作步骤参见图 5-1,加工该零件时一般先加工零件外形轮廓,切断零件后调头加工零件总长
编程零点设置在零件右端面的轴心线上
1、夹零件毛坯,伸出卡盘长度 76 mm
3、粗、精加工零件外形轮廓至尺寸要求
4、切断零件,总长留 0
5mm5、零件调头,夹 ф21 外圆(校正)6、加工零件总长至尺寸要求(程序略)7、回换刀点,程序结束
三、注意事项1、确认车刀安装的刀位和程序中的刀号相一致
2、认真检查和确认是否符合自动加工模式
3、灵活运用倍率修调开关
4、为保证对刀的正确,对刀前应将工件外圆和端面采纳手动方式车一刀
5、机床的长度超程限位为 15 mm
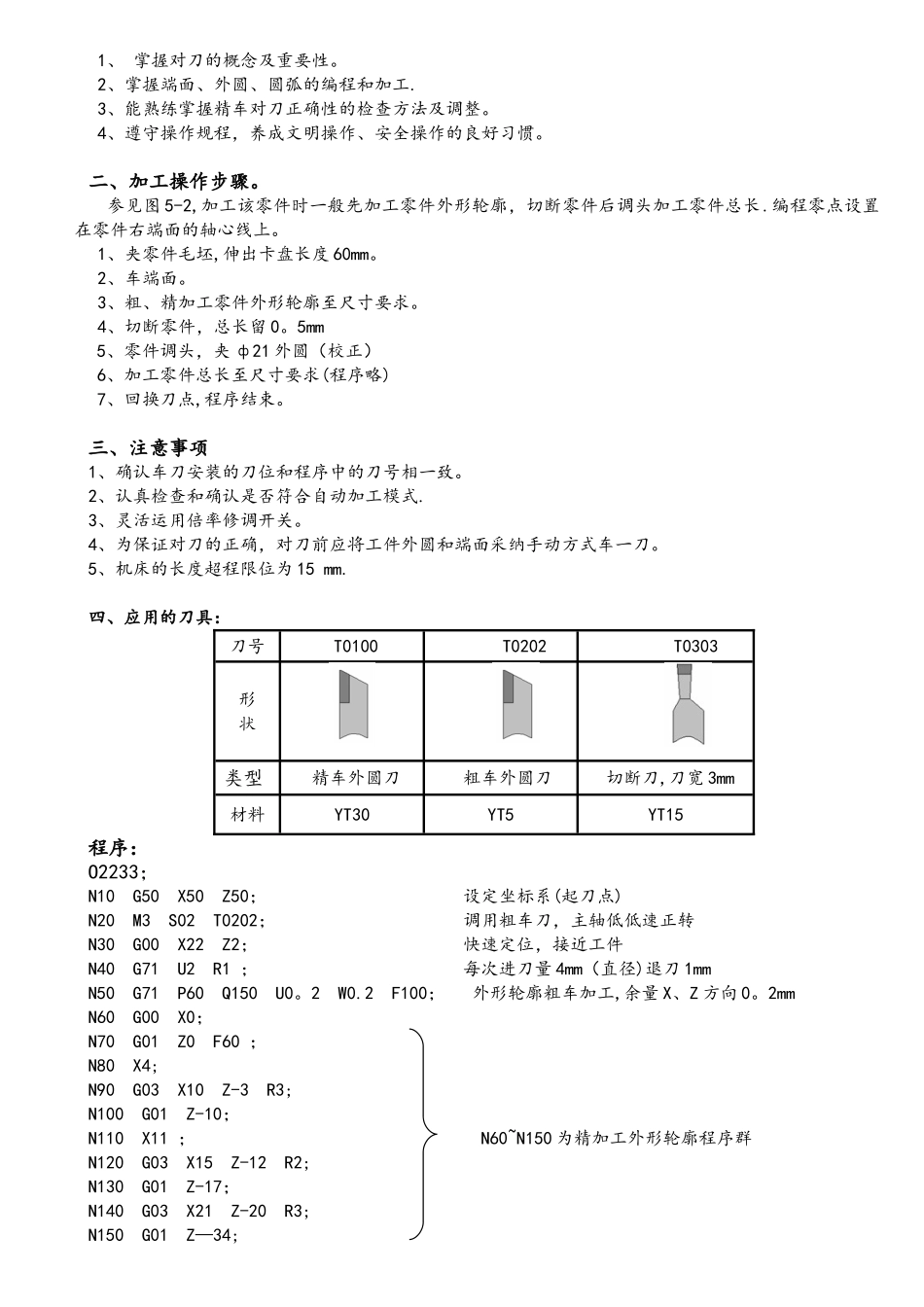
四、应用的刀具: 刀号T0100T0202T0303形状类型精车外圆刀粗车外圆刀切断刀,刀宽 3mm材料YT30YT5YT15参考程序:O0233 ;N10 G50 X80 Z20; 设定坐标系(起刀点)N20 M3 S02 T0100; 调用粗车刀,主轴低低速正转N30 G00 X22 Z2; 快速定位,接近工件N40 G71 U2 R1 ; 每次进刀量 4mm(直径)退刀 1mmN50 G71 P60 Q140 U0
2 F100; 对外轮廓粗车加工,余量 X、Z 方向 0
2mmN60 G00 X8;N70 G01 Z0 F60 ;N80 X10 Z—1; N60~N140 为精加工外形轮廓程序群N90 Z—20;N100 X16 Z—28; N110 Z—40 ;N120 X19;N130 X21 Z—41;N140