PLC 在机械手控制系统中的应用菏泽鲁抗舍里乐药业有限公司 戴胜泉摘要:介绍了西门子 S7200PLC 在机械手操纵系统中的设计方法及应用
关键词:机械手 PLC 开关量操纵S7200 的编程方法常见的要紧有梯形图法、逻辑流程图法、时序流程图法和步进顺控法
而机械手操纵系统属于典型的开关量操纵系统
开关量操纵是指操纵系统的输入信号和输出信号差不多上只有两个状态的开关量
这类操纵系统又能够分为手动操纵、半自动操纵和全自动操纵
下面以 PLC 在机械手中的应用为例介绍一种 PLC 的编程方法
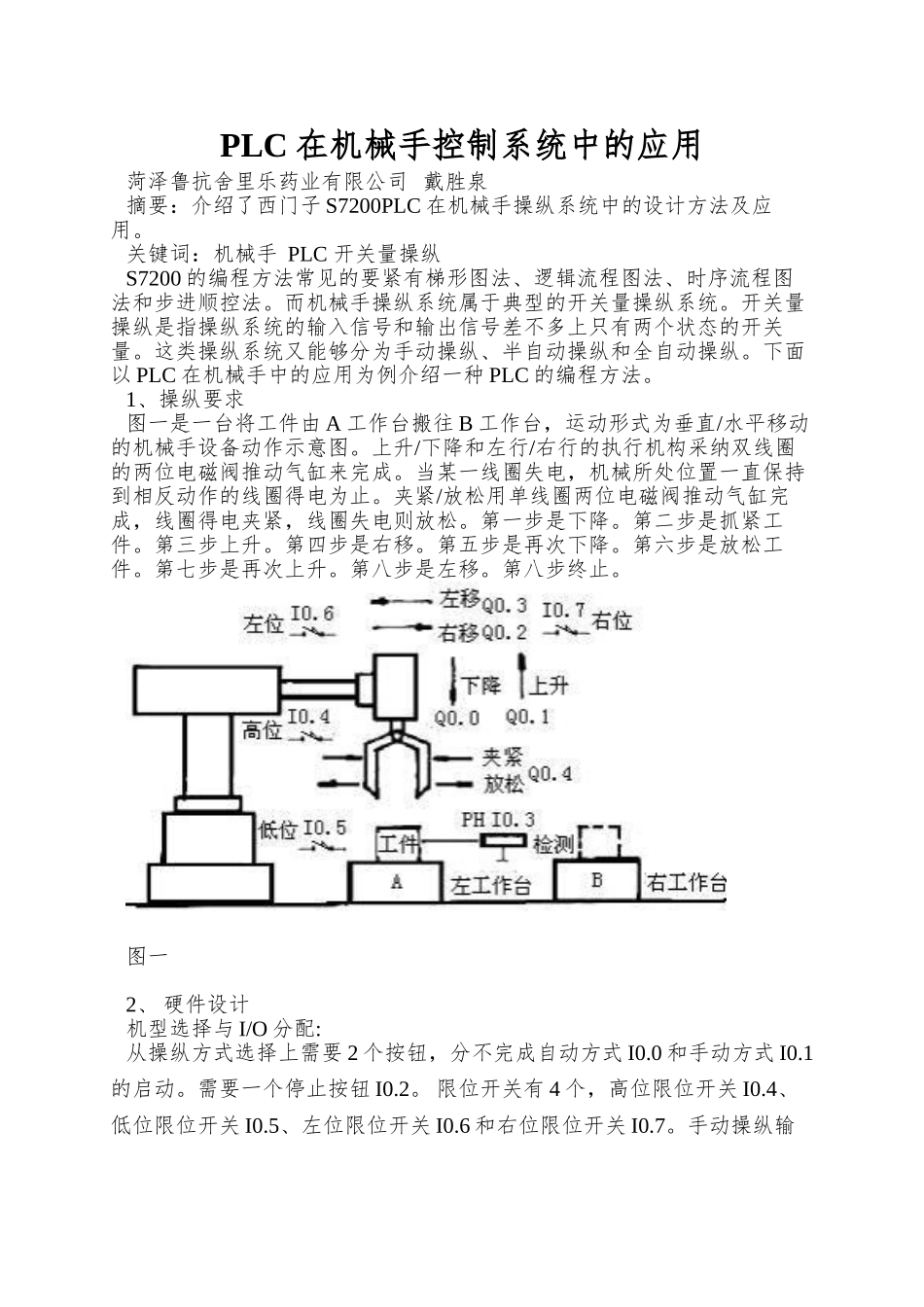
1、操纵要求图一是一台将工件由 A 工作台搬往 B 工作台,运动形式为垂直/水平移动的机械手设备动作示意图
上升/下降和左行/右行的执行机构采纳双线圈的两位电磁阀推动气缸来完成
当某一线圈失电,机械所处位置一直保持到相反动作的线圈得电为止
夹紧/放松用单线圈两位电磁阀推动气缸完成,线圈得电夹紧,线圈失电则放松
第一步是下降
第二步是抓紧工件
第四步是右移
第五步是再次下降
第六步是放松工件
第七步是再次上升
第八步是左移
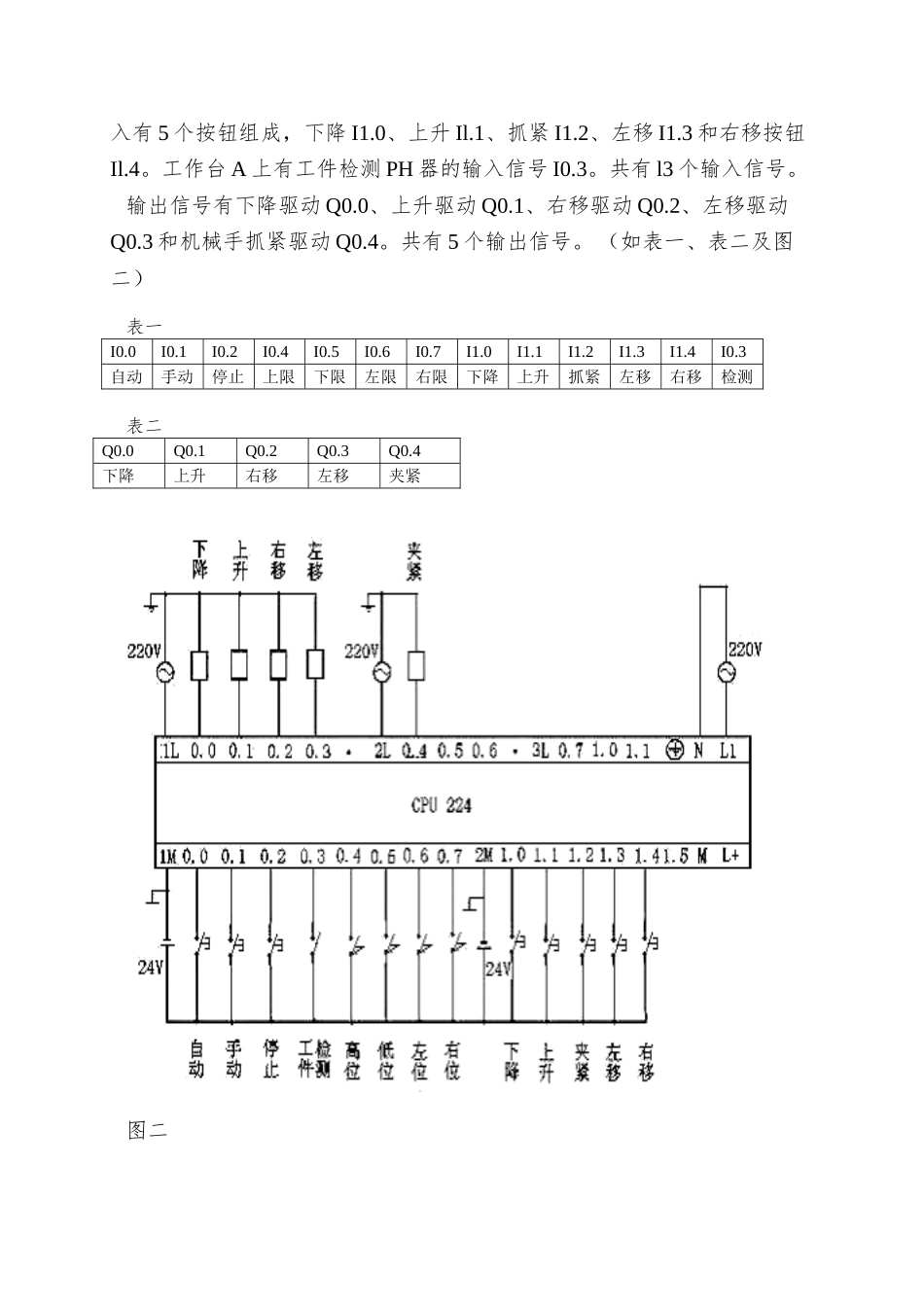
图一2、 硬件设计机型选择与 I/O 分配:从操纵方式选择上需要 2 个按钮,分不完成自动方式 I0
0 和手动方式 I0
需要一个停止按钮 I0
限位开关有 4 个,高位限位开关 I0
4、低位限位开关 I0
5、左位限位开关 I0
6 和右位限位开关 I0
手动操纵输入有 5 个按钮组成,下降 I1
0、上升 Il
1、抓紧 I1
2、左移 I1
3 和右移按钮Il
工作台 A 上有工件检测 PH 器的输入信号 I0
共有 l3 个输入信号
输出信号有下降驱动 Q0
0、上升驱动 Q0
1、右移驱动 Q0
2、左移驱动Q0
3 和机械手抓紧驱动 Q0
共有 5 个输出信号
(如表一、表二及图二)表一I0