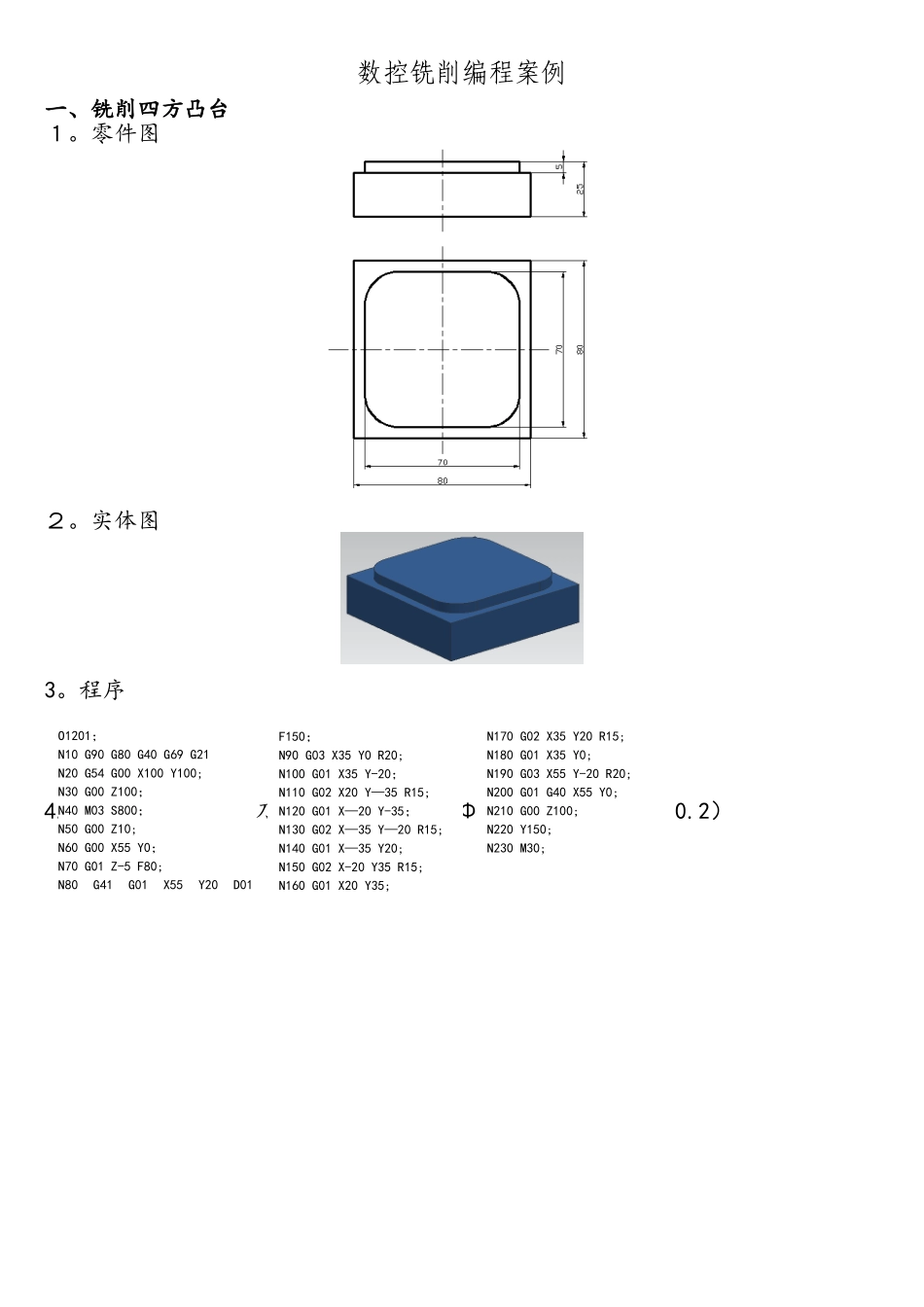
数控铣削编程案例一、铣削四方凸台1
刀具半径补偿后的刀轨路径图(刀具为 Φ20 立铣刀,D 01=10
2)O1201;N10 G90 G80 G40 G69 G21N20 G54 G00 X100 Y100;N30 G00 Z100;N40 M03 S800;N50 G00 Z10;N60 G00 X55 Y0;N70 G01 Z-5 F80;N80 G41 G01 X55 Y20 D01 F150;N90 G03 X35 Y0 R20;N100 G01 X35 Y-20;N110 G02 X20 Y—35 R15;N120 G01 X—20 Y-35;N130 G02 X—35 Y—20 R15;N140 G01 X—35 Y20;N150 G02 X-20 Y35 R15;N160 G01 X20 Y35;N170 G02 X35 Y20 R15;N180 G01 X35 Y0;N190 G03 X55 Y-20 R20;N200 G01 G40 X55 Y0;N210 G00 Z100;N220 Y150;N230 M30;5
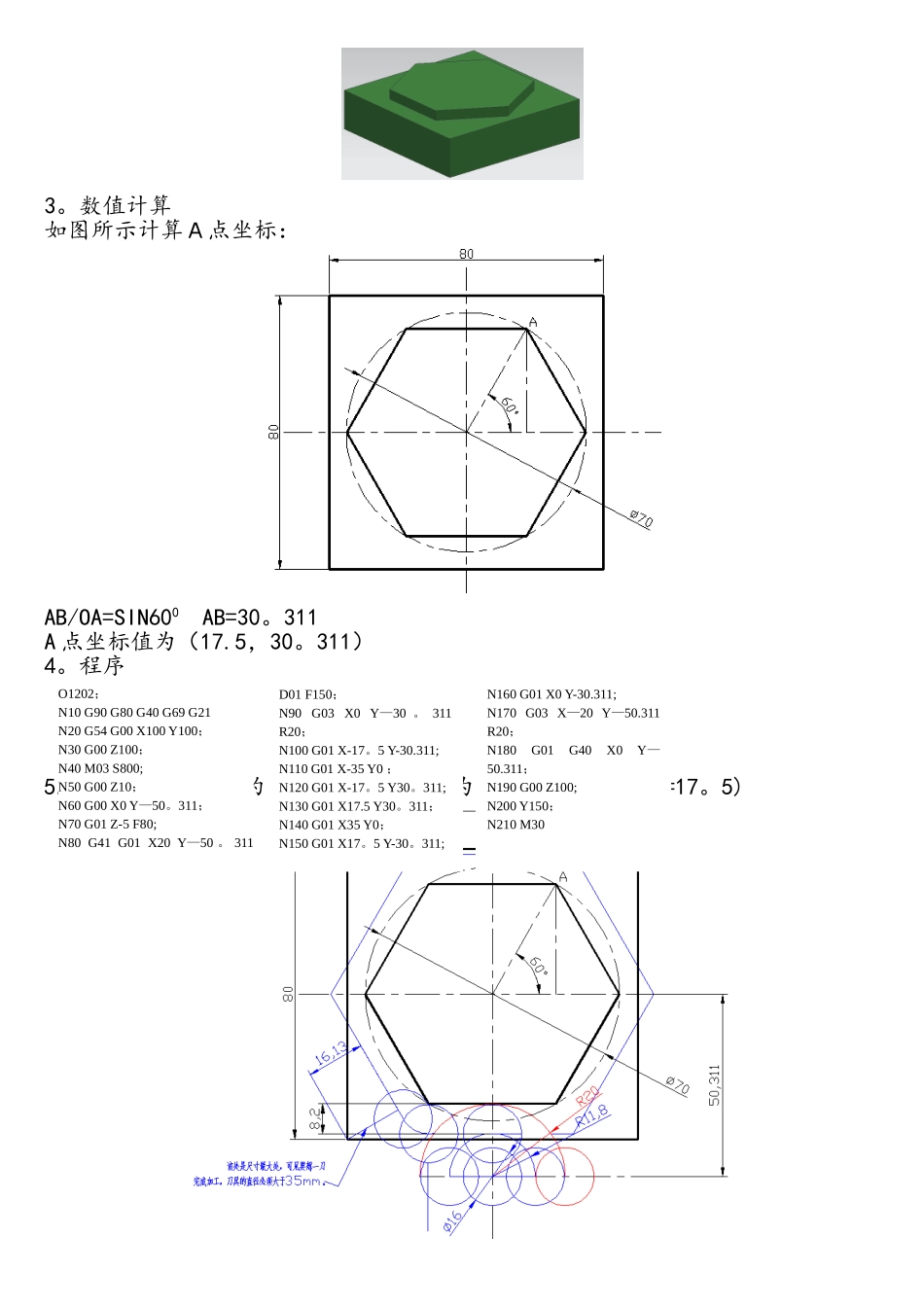
仿真加工结果图二、铣削六边形1
数值计算如图所示计算A点坐标:AB/OA=SIN600 AB=30
311A 点坐标值为(17
刀具半径补偿后的刀轨路径图(刀具为 Φ35 立铣刀,D 01=17
5)O1202;N10 G90 G80 G40 G69 G21N20 G54 G00 X100 Y100;N30 G00 Z100;N40 M03 S800;N50 G00 Z10;N60 G00 X0 Y—50
311;N70 G01 Z-5 F80;N80 G41 G01 X20 Y—50
311 D01 F150;N90 G03 X0 Y—30
311 R2