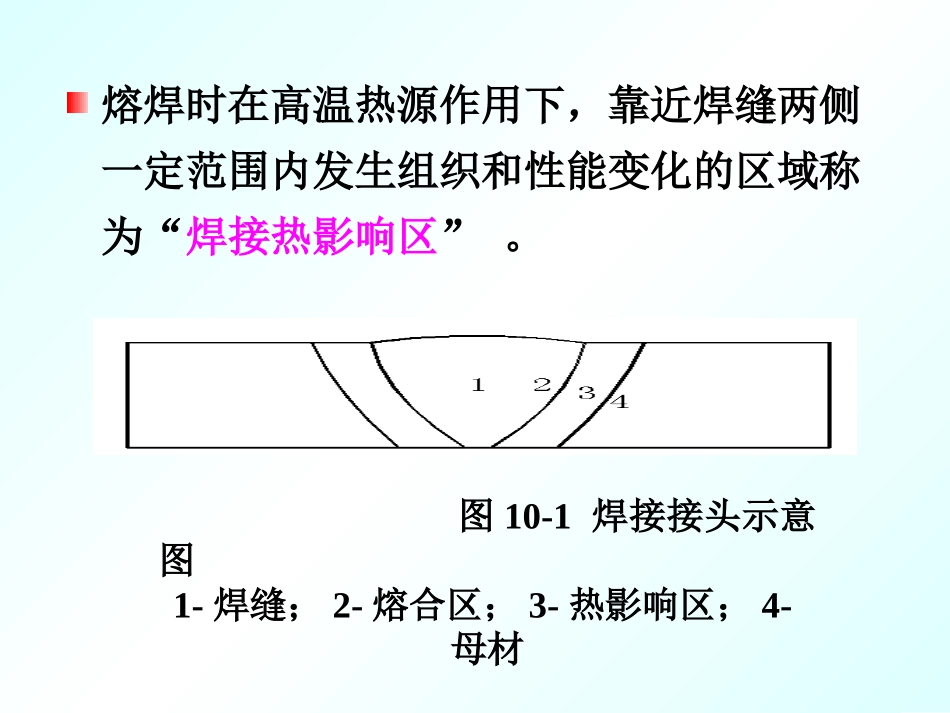
熔焊时在高温热源作用下,靠近焊缝两侧一定范围内发生组织和性能变化的区域称为“焊接热影响区”
图10-1焊接接头示意图1-焊缝;2-熔合区;3-热影响区;4-母材第一节焊接热循环第二节焊接热循环下的金属组织转变特点第三节焊接热影响区的组织与性能第一节焊接热循环一、研究焊接热循环的意义二、焊接热循环的参数及特征三、焊接热循环参数的计算一、研究焊接热循环的意义焊件上距热源远近不同的位置,所受到热循环的加热参数不同,从而会发生不同的组织与性能变化
研究焊接热循环的意义为:①找出最佳的焊接热循环;②用工艺手段改善焊接热循环;③预测焊接应力分布及改善热影响区组织与性能
二、焊接热循环的参数及特征加热速度ωH最高加热温度Tm相变温度以上的停留时间tH冷却速度Ωc(或冷却时间t8/5)晶粒大小相变组织三、焊接热循环参数的计算峰值温度Tm的计算相变温度以上的停留时间tH的计算冷却速度ωC和冷却时间的计算20mRcE234
0TTycE242
0TT0m点热源(厚板)线热源(薄板))TT(2Et0HH20H2)TT(c2)E(tH点热源(厚板)线热源(薄板)冷却速度:厚板薄板冷却时间:厚板薄板E)TT(220CC230)E()TT(c2CC0058T8001T50012Et2020258T8001T5001c4)E(t第二节焊接热循环条件下的金属组织转变特点焊接过程的特殊性焊接加热过程的组织转变焊接时冷却过程的组织转变一、焊接过程的特殊性五个特点(以低合金钢为例):加热温度高在熔合线附近温度可达l350~l400℃;加热速度快加热速度比热处理时快几十倍甚至几百倍;高温停留时间短在AC3以上保温的时间很短(一般手工电弧焊约为4~20s,埋弧焊时30~l00s);在自然条件下连续冷