1弯曲模设计与制造项目1
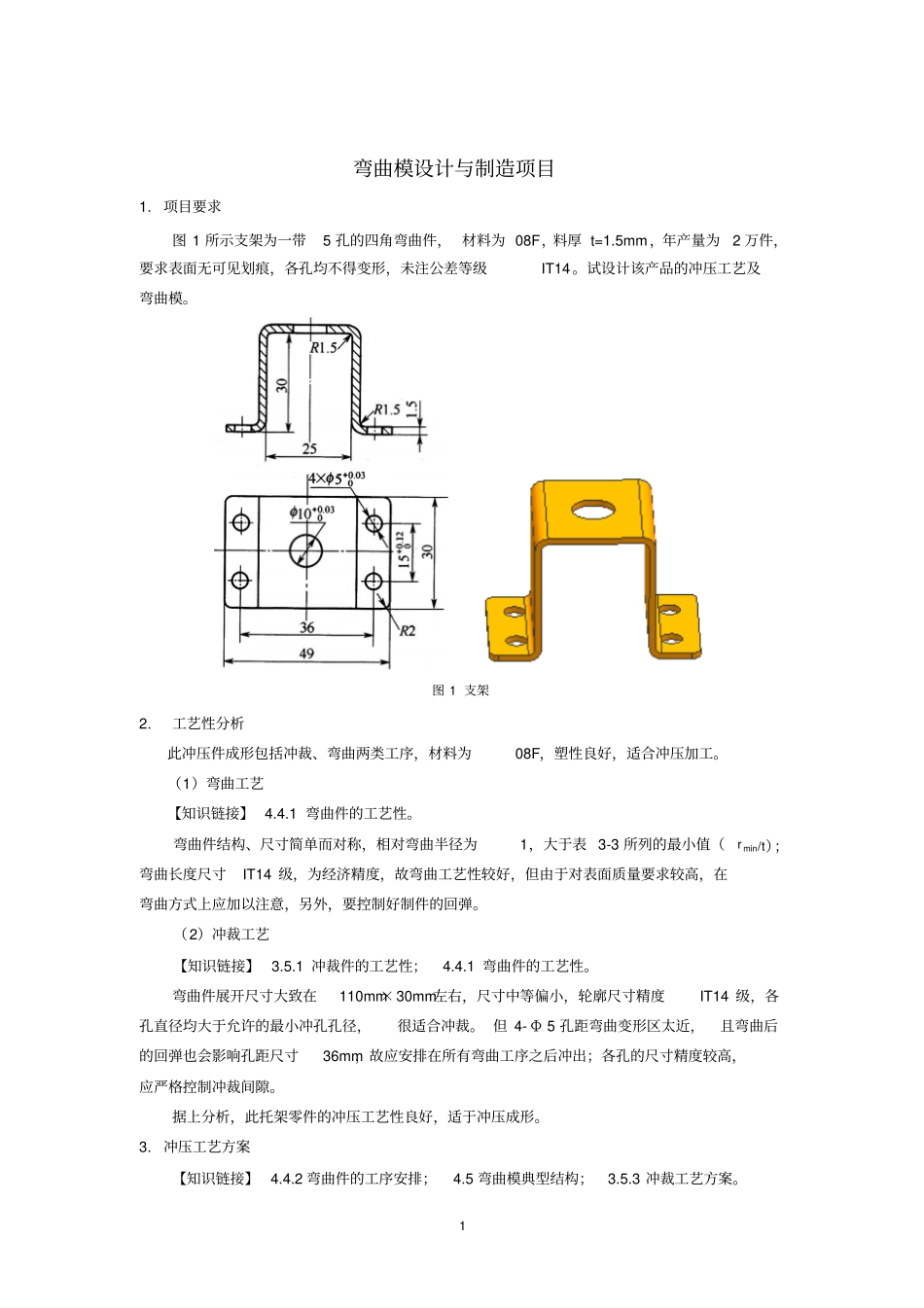
项目要求图1所示支架为一带5孔的四角弯曲件,材料为08F,料厚t=1
5mm,年产量为2万件,要求表面无可见划痕,各孔均不得变形,未注公差等级IT14
试设计该产品的冲压工艺及弯曲模
工艺性分析此冲压件成形包括冲裁、弯曲两类工序,材料为08F,塑性良好,适合冲压加工
(1)弯曲工艺【知识链接】4
1弯曲件的工艺性
弯曲件结构、尺寸简单而对称,相对弯曲半径为1,大于表3-3所列的最小值(rmin/t);弯曲长度尺寸IT14级,为经济精度,故弯曲工艺性较好,但由于对表面质量要求较高,在弯曲方式上应加以注意,另外,要控制好制件的回弹
(2)冲裁工艺【知识链接】3
1冲裁件的工艺性;4
1弯曲件的工艺性
弯曲件展开尺寸大致在110mm×30mm左右,尺寸中等偏小,轮廓尺寸精度IT14级,各孔直径均大于允许的最小冲孔孔径,很适合冲裁
但4-Φ5孔距弯曲变形区太近,且弯曲后的回弹也会影响孔距尺寸36mm,故应安排在所有弯曲工序之后冲出;各孔的尺寸精度较高,应严格控制冲裁间隙
据上分析,此托架零件的冲压工艺性良好,适于冲压成形
冲压工艺方案【知识链接】4
2弯曲件的工序安排;4
5弯曲模典型结构;3
3冲裁工艺方案
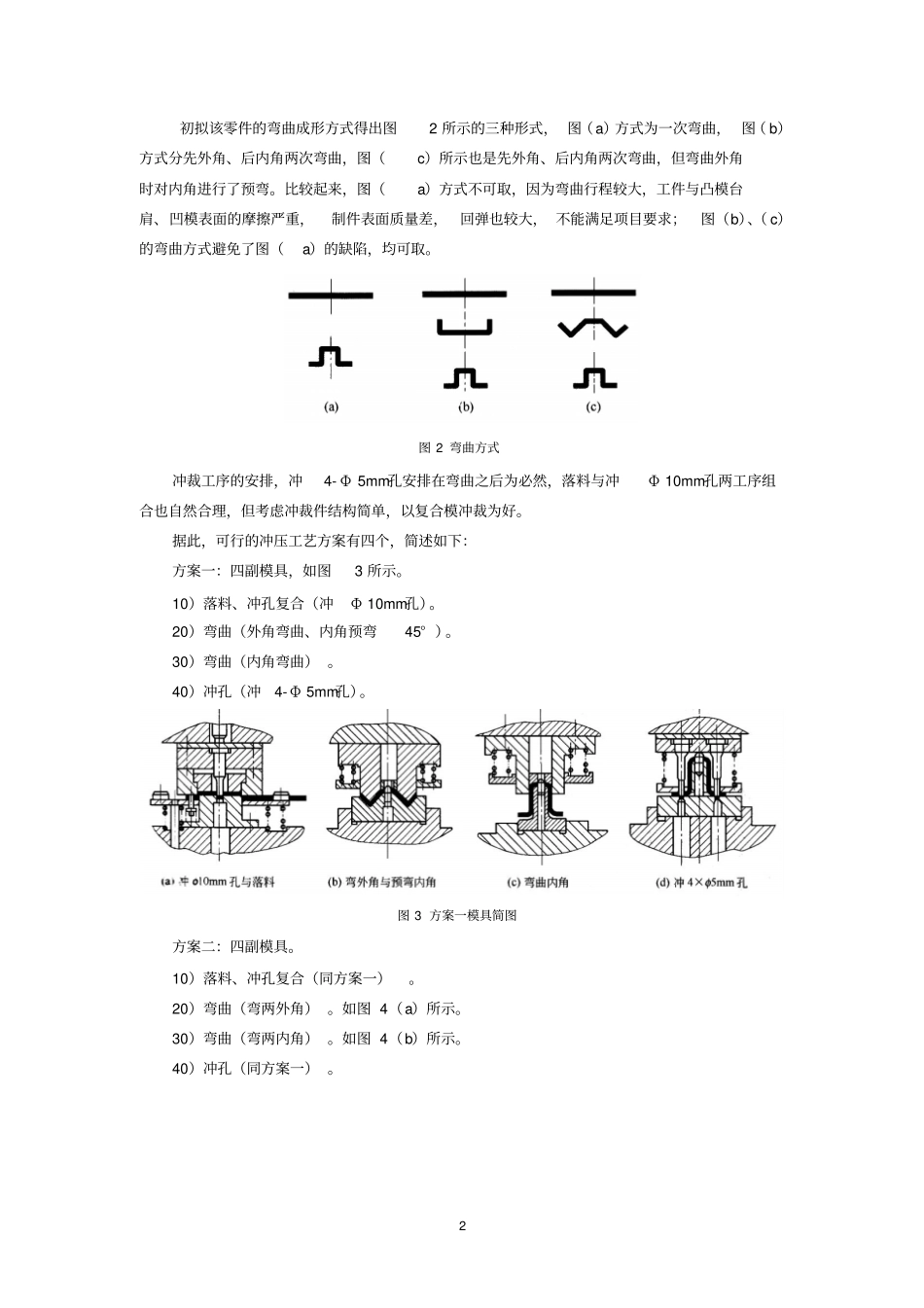
2初拟该零件的弯曲成形方式得出图2所示的三种形式,图(a)方式为一次弯曲,图(b)方式分先外角、后内角两次弯曲,图(c)所示也是先外角、后内角两次弯曲,但弯曲外角时对内角进行了预弯
比较起来,图(a)方式不可取,因为弯曲行程较大,工件与凸模台肩、凹模表面的摩擦严重,制件表面质量差,回弹也较大,不能满足项目要求;图(b)、(c)的弯曲方式避免了图(a)的缺陷,均可取
图2弯曲方式冲裁工序的安排,冲4-Φ5mm孔安排在弯曲之后为必然,落料与冲Φ10mm孔两工序组合也自然合理,但考虑冲裁件结构简单,以复合模冲裁为好