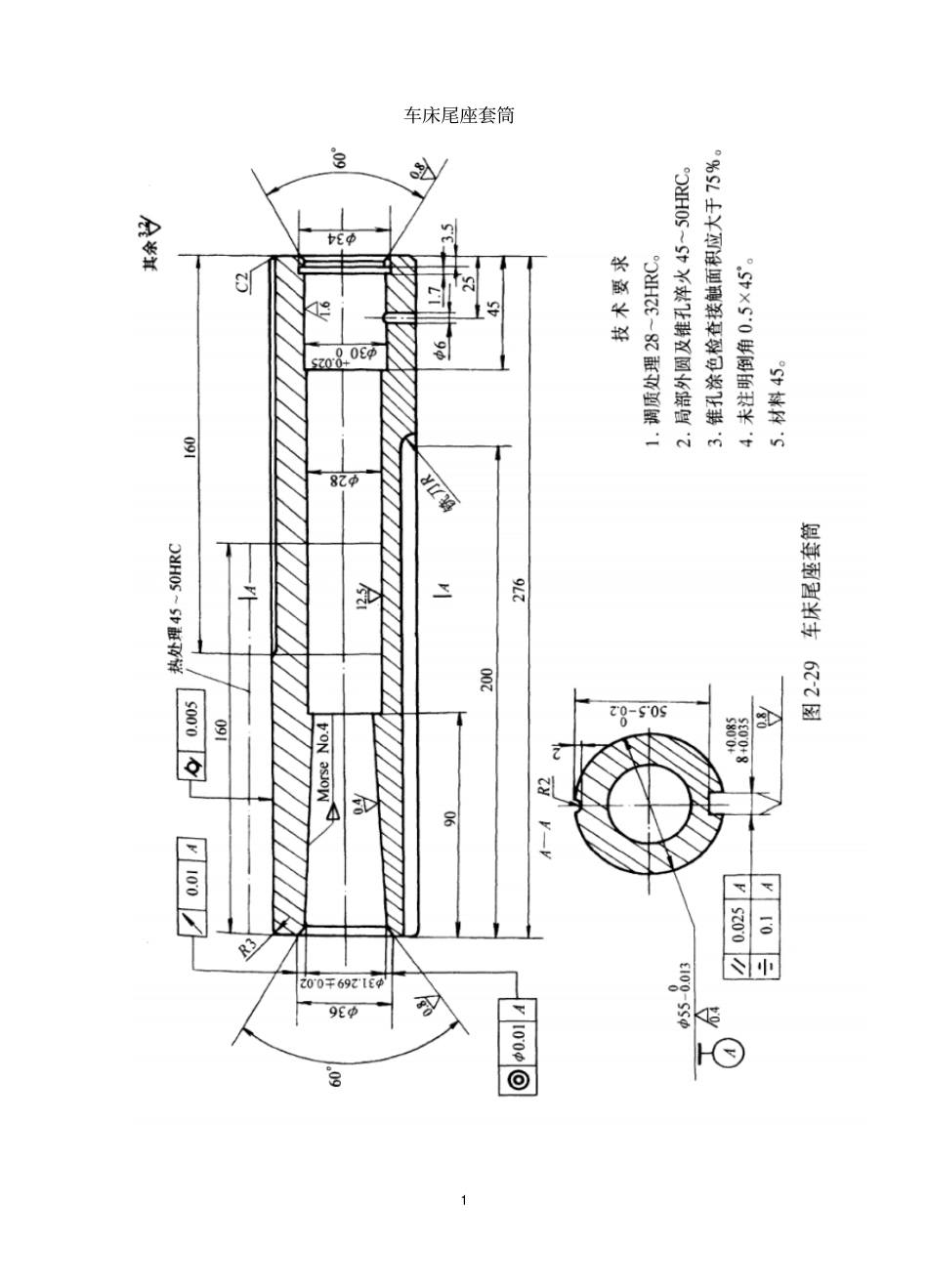
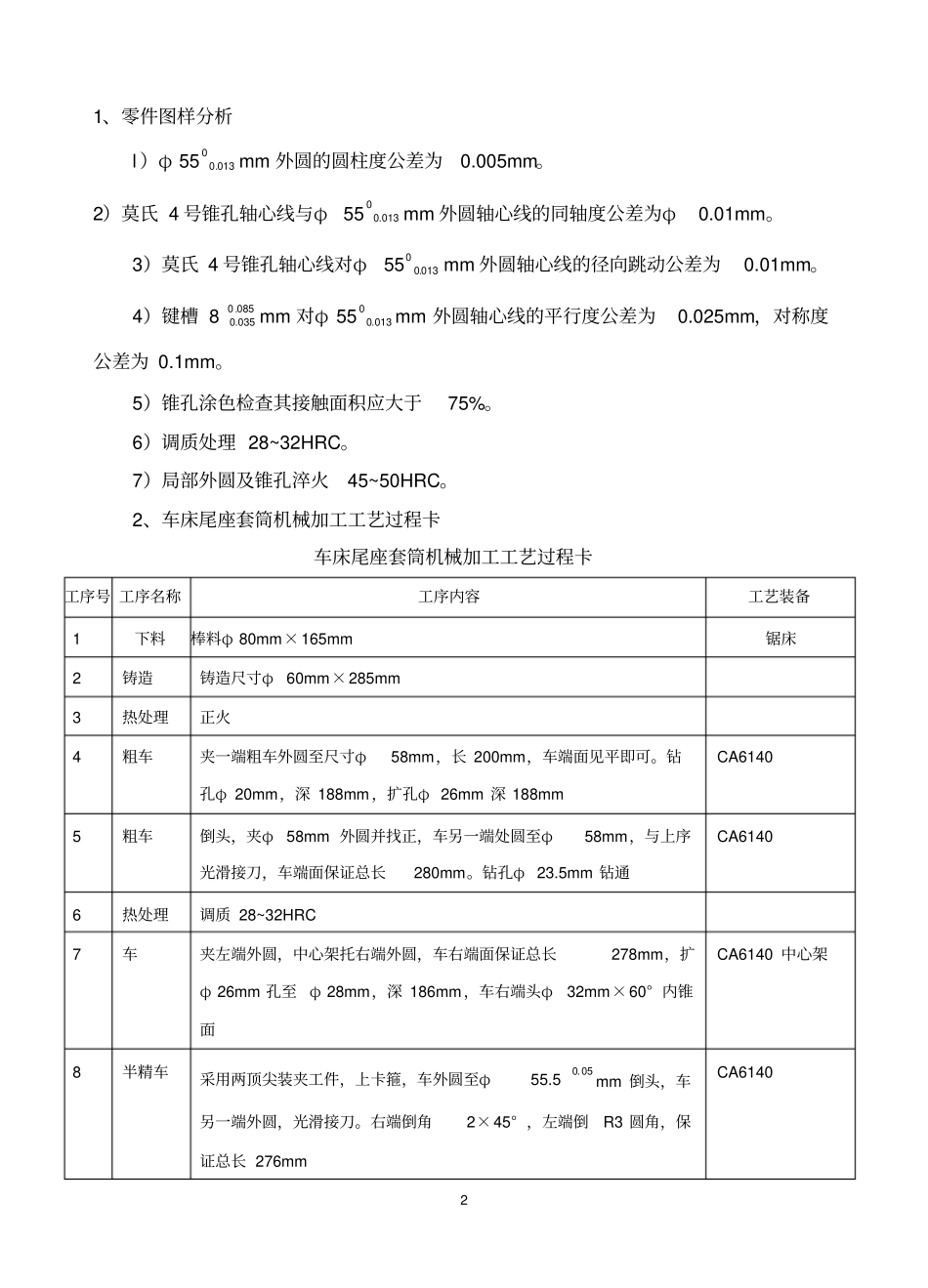
1车床尾座套筒21、零件图样分析l)φ550013
0mm外圆的圆柱度公差为0
2)莫氏4号锥孔轴心线与φ550013
0mm外圆轴心线的同轴度公差为φ0
3)莫氏4号锥孔轴心线对φ550013
0mm外圆轴心线的径向跳动公差为0
4)键槽8085
0mm对φ550013
0mm外圆轴心线的平行度公差为0
025mm,对称度公差为0
5)锥孔涂色检查其接触面积应大于75%
6)调质处理28~32HRC
7)局部外圆及锥孔淬火45~50HRC
2、车床尾座套筒机械加工工艺过程卡车床尾座套筒机械加工工艺过程卡工序号工序名称工序内容工艺装备1下料棒料φ80mm×165mm锯床2铸造铸造尺寸φ60mm×285mm3热处理正火4粗车夹一端粗车外圆至尺寸φ58mm,长200mm,车端面见平即可
钻孔φ20mm,深188mm,扩孔φ26mm深188mmCA61405粗车倒头,夹φ58mm外圆并找正,车另一端处圆至φ58mm,与上序光滑接刀,车端面保证总长280mm
5mm钻通CA61406热处理调质28~32HRC7车夹左端外圆,中心架托右端外圆,车右端面保证总长278mm,扩φ26mm孔至φ28mm,深186mm,车右端头φ32mm×60°内锥面CA6140中心架8半精车采用两顶尖装夹工件,上卡箍,车外圆至φ55
0mm倒头,车另一端外圆,光滑接刀
右端倒角2×45°,左端倒R3圆角,保证总长276mmCA614039精车夹左端外圆,中心架托右端外圆,找正外圆,车φ30025
00mm孔至φ29
0mm,深44
5mm,车φ34mm×1
7mm槽,保证3
7mm10精车倒头,夹右端外圆,中心架托左端外圆,找正外圆,车莫氏4号内锥孔,至大端尺寸为φ30
0mm,车左端头φ36mm×60°CA