球团成球原理及生球质量检验球团成球原理及生球质量检验(pelletizingprocessandgreenballqualityinspection)球团矿靠滚动成型
被水润湿的矿粉在滚动过程中靠毛细引力、分子引力、摩擦力等作用形成一定粒度的生球,并使生球具有一定强度
生球的粒度、水分、机械强度和热稳定性等影响下一步焙烧作业,并关系到球团矿成品的产量和质量
生球强度理论干燥的矿粉一般都具有亲水性,在颗粒表面分子力作用下,水分子被吸附在矿粒表面
由于分子引力的作用,在吸附水外层又形成一层薄膜水,薄膜水内层靠近颗粒,受其吸力作用较强,称强结合水,它与吸附水称为最大分子水,可使粉料成形,但仍不具塑性
薄膜水的外层更接近于自由水,可以在外力作用下发生塑性变形
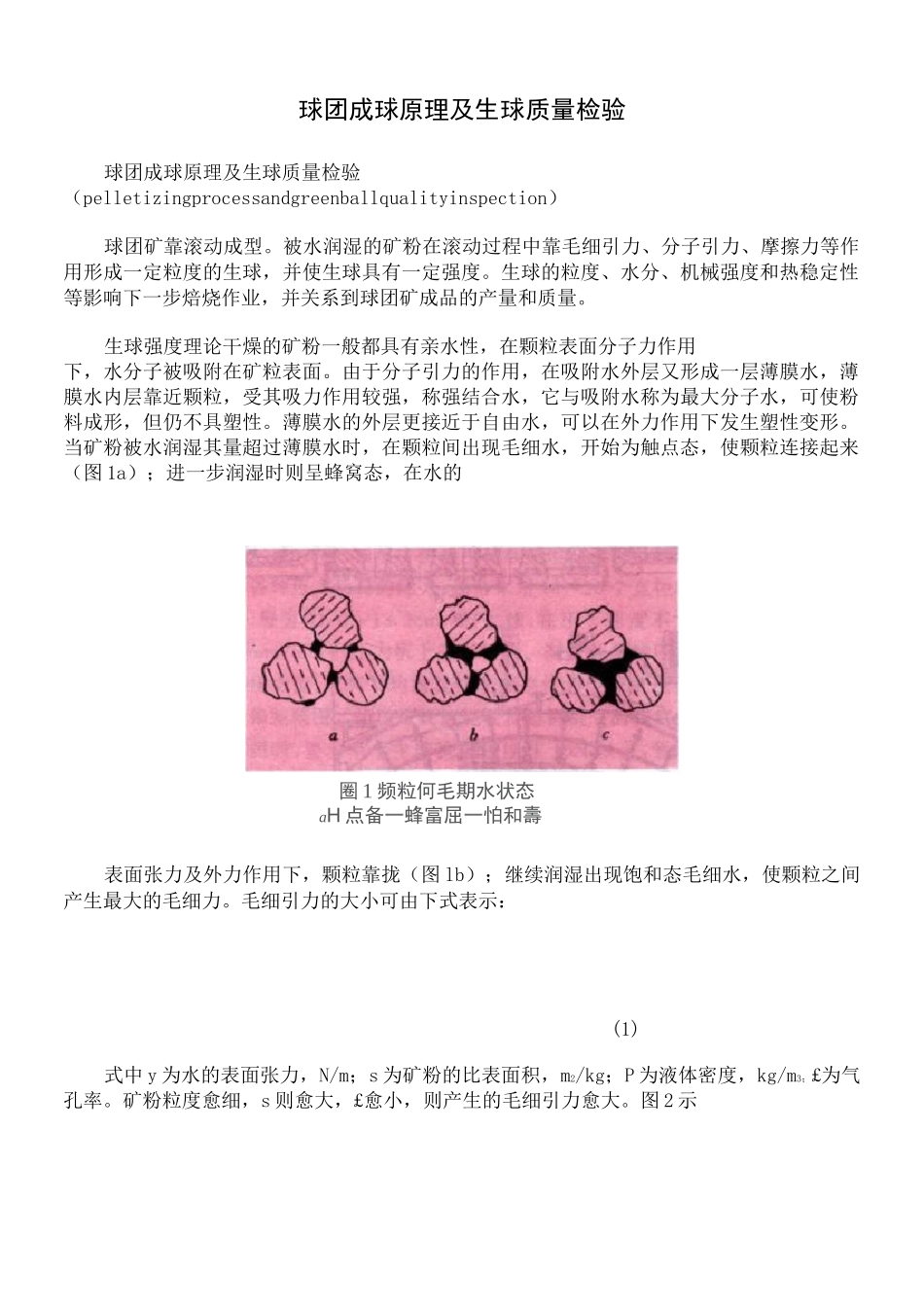
当矿粉被水润湿其量超过薄膜水时,在颗粒间出现毛细水,开始为触点态,使颗粒连接起来(图1a);进一步润湿时则呈蜂窝态,在水的圈1频粒何毛期水状态aH点备一蜂富屈一怕和壽表面张力及外力作用下,颗粒靠拢(图lb);继续润湿出现饱和态毛细水,使颗粒之间产生最大的毛细力
毛细引力的大小可由下式表示:(1)式中y为水的表面张力,N/m;s为矿粉的比表面积,m2/kg;P为液体密度,kg/m3;£为气孔率
矿粉粒度愈细,s则愈大,£愈小,则产生的毛细引力愈大
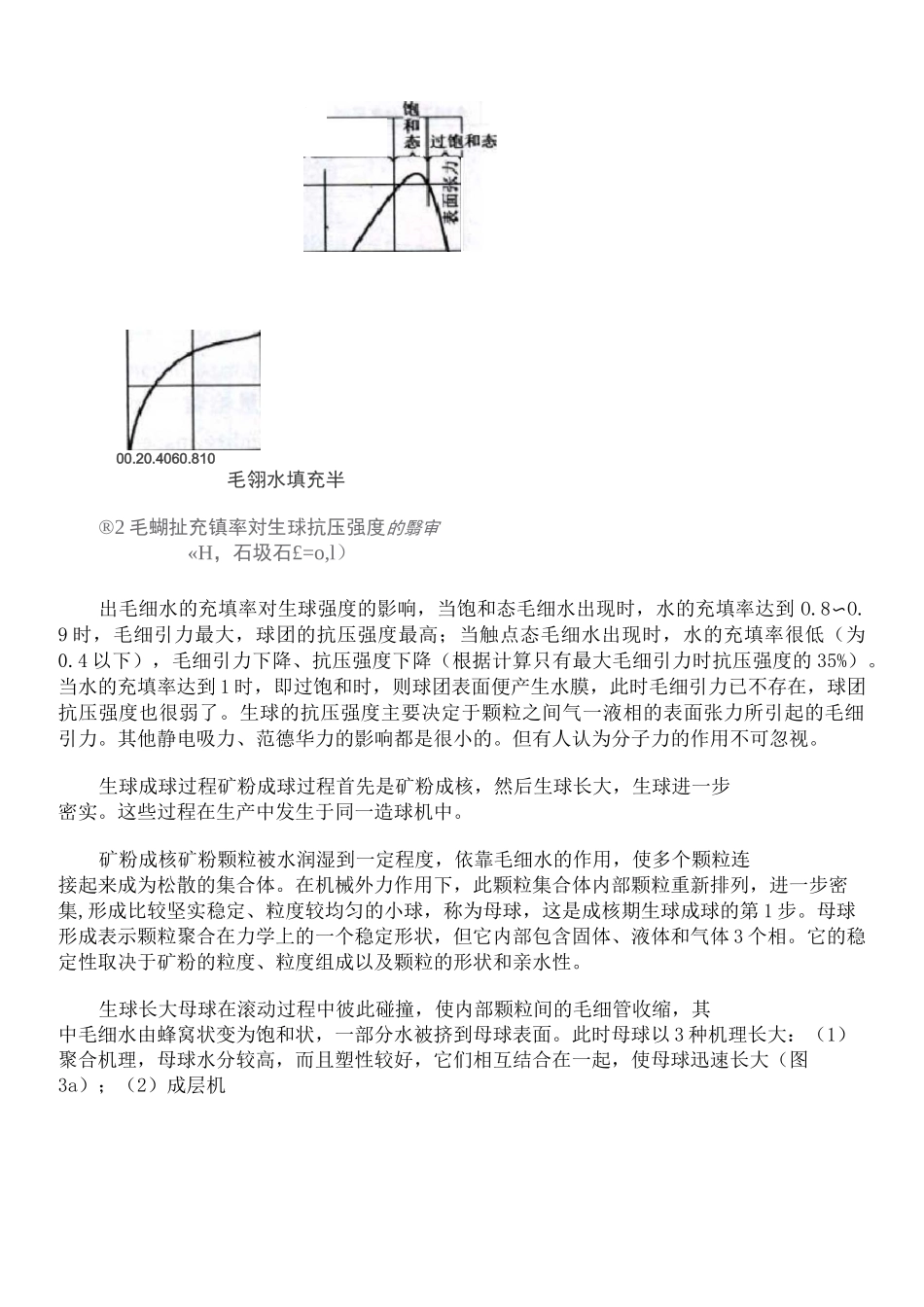
810毛翎水填充半®2毛蝴扯充镇率対生球抗压强度的翳审«H,石圾石£=o,l)出毛细水的充填率对生球强度的影响,当饱和态毛细水出现时,水的充填率达到O
9时,毛细引力最大,球团的抗压强度最高;当触点态毛细水出现时,水的充填率很低(为0
4以下),毛细引力下降、抗压强度下降(根据计算只有最大毛细引力时抗压强度的35%)
当水的充填率达到1时,即过饱和时,则球团表面便产生水膜,此时毛细引力已不存在,球团抗压强度也很弱了
生球的抗压强度主要决定于颗粒之间气