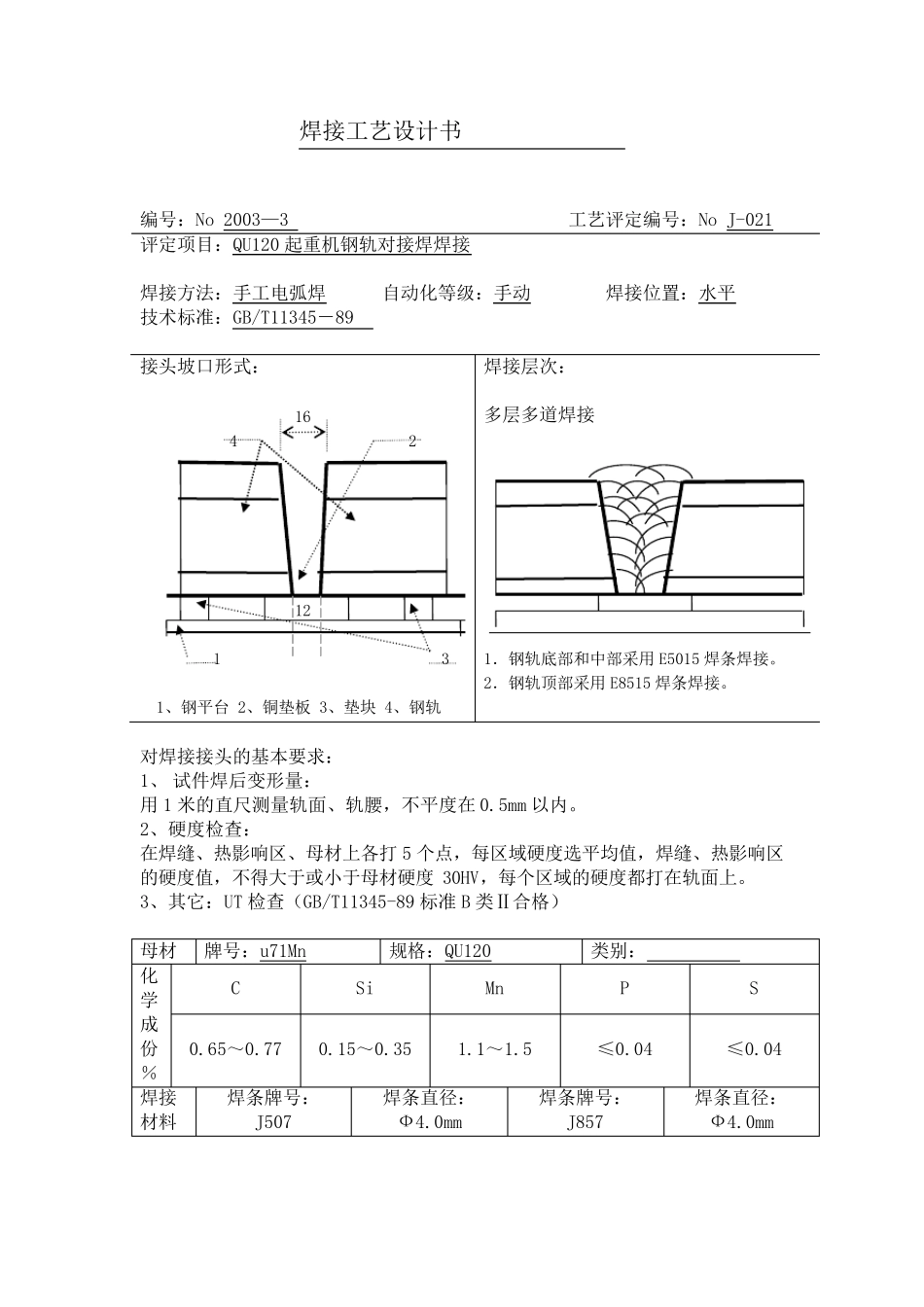
焊 接 工 艺 设 计 书 编 号 : No 2003— 3 工 艺 评 定 编 号 : No J-021 评 定 项 目 : QU120 起 重 机 钢 轨 对 接 焊 焊 接 焊 接 方 法 : 手 工 电 弧 焊 自 动 化 等 级 : 手 动 焊 接 位 置 : 水 平 技 术 标 准 : GB/T11345- 89 接 头 坡 口 形 式 : 16 4 2 12 1 3 1、 钢 平 台 2、 铜 垫 板 3、 垫 块 4、 钢 轨 焊 接 层 次 : 多 层 多 道 焊 接 1. 钢 轨 底 部 和 中 部 采 用 E5015 焊 条 焊 接
2. 钢 轨 顶 部 采 用 E8515 焊 条 焊 接
对 焊 接 接 头 的 基 本 要 求 : 1、 试 件 焊 后 变 形 量 : 用 1 米 的 直 尺 测 量 轨 面 、 轨 腰 , 不 平 度 在 0
5mm 以 内
2、 硬 度 检 查 : 在 焊 缝 、 热 影 响 区 、 母 材 上 各 打 5 个 点 , 每 区 域 硬 度 选 平 均 值 , 焊 缝 、 热 影 响 区的 硬 度 值 , 不 得 大 于 或 小 于 母 材 硬 度30HV, 每 个 区 域 的 硬 度 都 打 在 轨 面 上
3、 其 它 : UT 检 查 ( GB/T11345-89 标 准 B 类 Ⅱ 合 格 ) 母 材 牌 号 : u71Mn 规 格 : QU120 类 别 : 化学成份% C Si Mn P S 0
04 焊 接 材 料 焊 条 牌 号 : J507 焊 条 直 径: Ф4
0mm 焊 条 牌 号 : J857 焊 条 直 径: Ф4
0mm 焊接工艺参数要求 电流种类: 直 流 极 性: 反 极 焊接电流: 140~150