SIEMENS 802D 毛坯切削循环CYCLE95 讲解 毛坯切削循环(CYCLE95) 该指令可以对由精车路线定义的轮廓进行粗精加工,此功能非常实用和强大
此指令沿坐标轴分层平行切削,可以为纵向也可以横向,自然适合加工轴类工件也适合加工盘类工件,因分层加工比较适合毛坯直径相同的情况
根据指定参数还可以对工件内、外部进行加工
而且该指令还能对有凹、凸面的工件进行加工
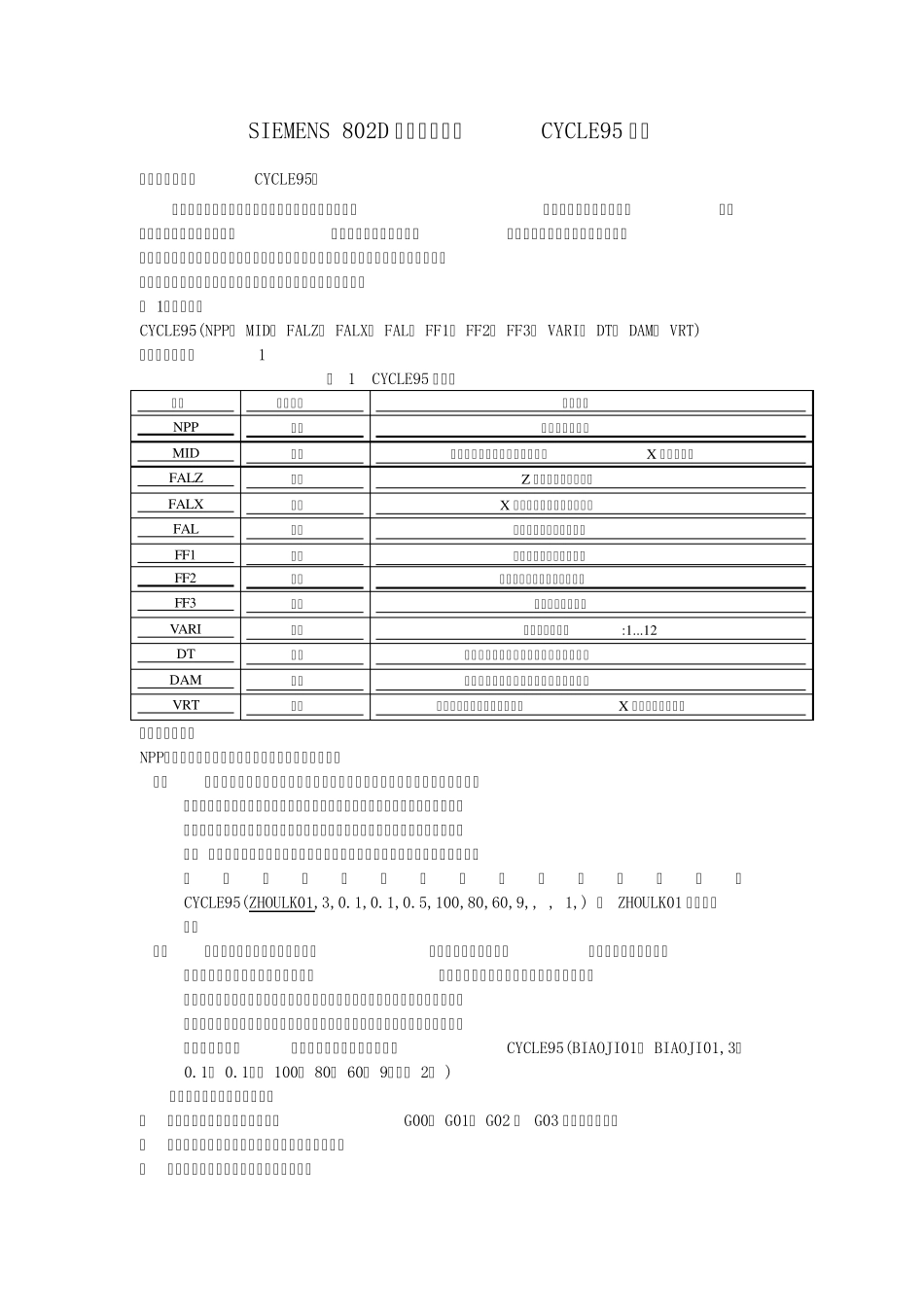
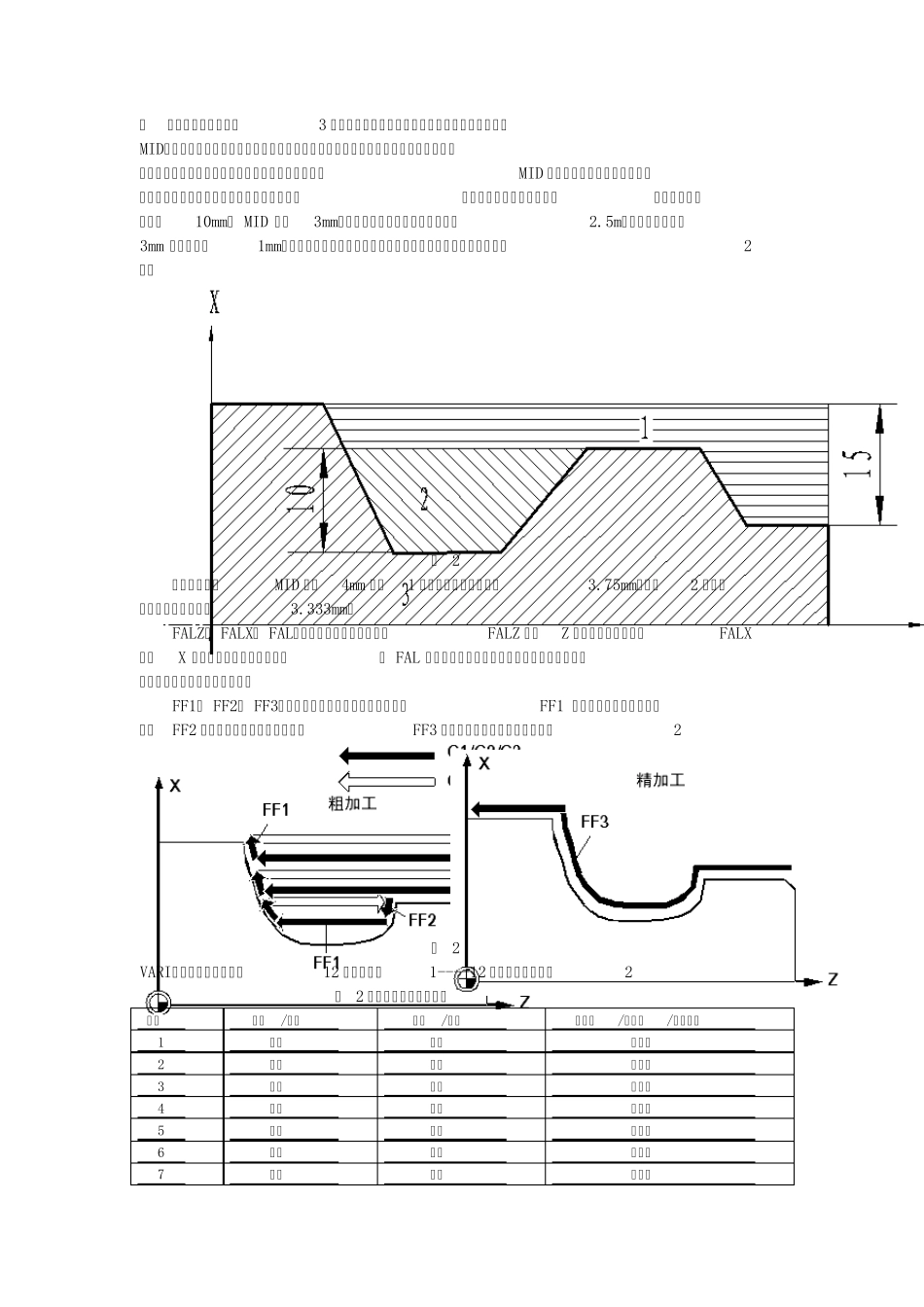
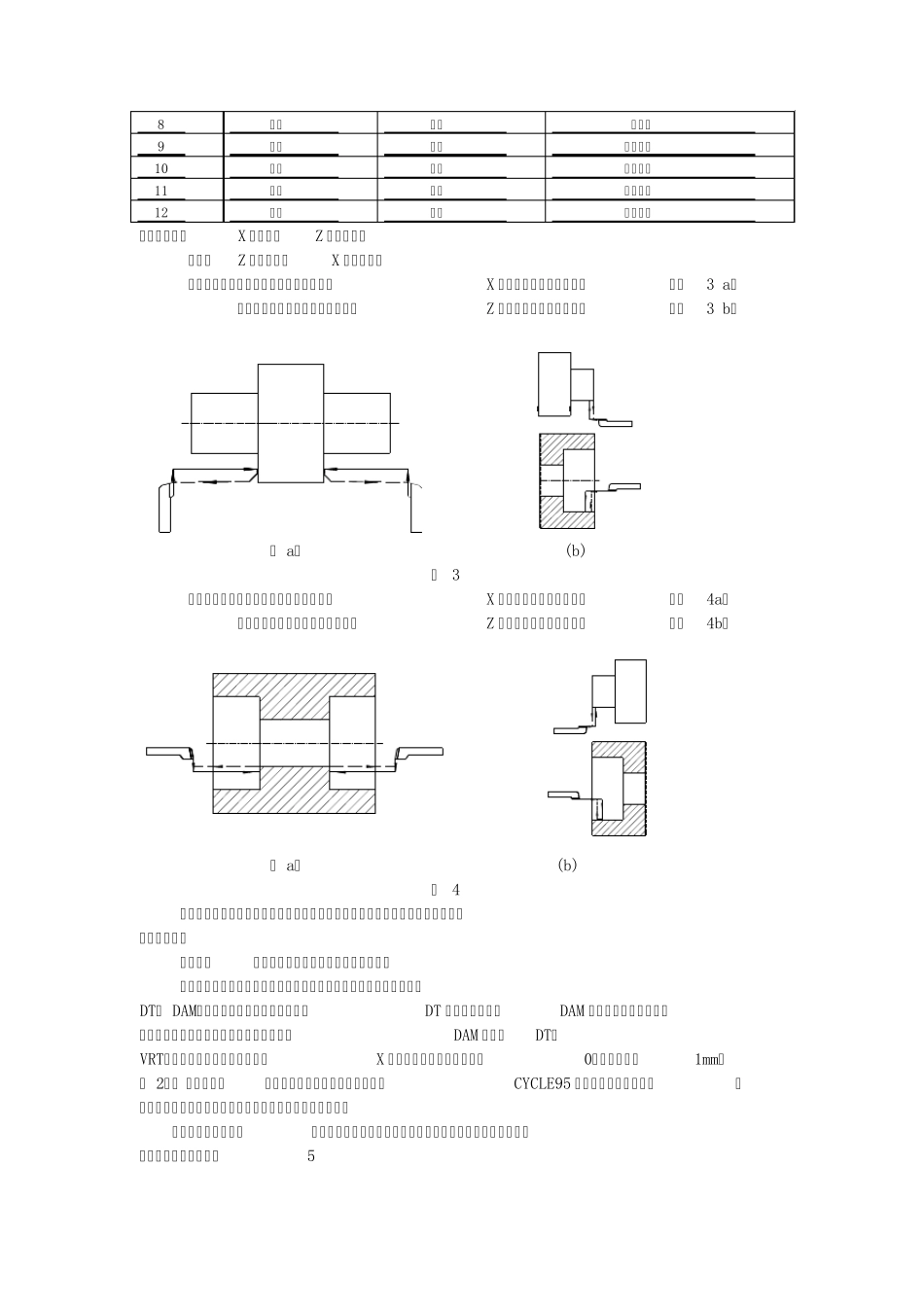
( 1)、格式: CYCLE95(NPP, MID, FALZ, FALX, FAL, FF1, FF2, FF3, VARI, DT, DAM, VRT) 格式中参数见表1 表 1 CYCLE95 参数表 参数 数值种类 参数说明 NPP 字符 轮廓子程序名称 MID 实数 粗车时最大切削深度,无符号,X 向时为半径 FALZ 实数 Z向精车余量,无符号 FALX 实数 X 向精车余量,无符号,半径 FAL 实数 沿轮廓方向的精加工余量 FF1 实数 非退刀槽加工的进给速度 FF2 实数 进入凹凸面切削时的进给速度 FF3 实数 精加工的进给速度 VARI 实数 加工类型范围值:1
12 DT 实数 粗加工时用于断屑的停顿时间,单位:秒 DAM 实数 粗加工因断屑而中断时所经过的路径长度 VRT 实数 粗车时,从轮廓退刀的距离,X 向为半径,无符号 具体说明如下: NPP:此参数用来定义轮廓的名称,可以有两种形式
①、 把轮廓定义为子程序,但轮廓子程序的名称应遵循编程说明中有关名称的规定
在程序输入过程中,如果定义轮廓的子程序已经存在直接输入程序名后继续输入后面的程序;如果定义轮廓的子程序还没输入,可以在输入名称以后按“新建” ,创建轮廓子程序后,自动进入子程序编辑页面输入程序,输完后按“工艺界面,返回循环帮助页面
举例:CYCLE95(ZHOULK01,3,0
5,100,80,6