型腔铣的子类型 一、型腔铣操作子类型 如图示,型腔铣的操作类型包括: 依次为: CAVITY_MILL(型腔铣) PLUNGE_MILLING(插铣): CORNER_ROUGH(拐角粗加工): REST_MILLING(剩余铣_使用基于层铣削): ZLEVEL_PROFILE(等高_使用轮廓(profile)切削方式); ZLEVEL_CORNER(等高_清理拐角加工)
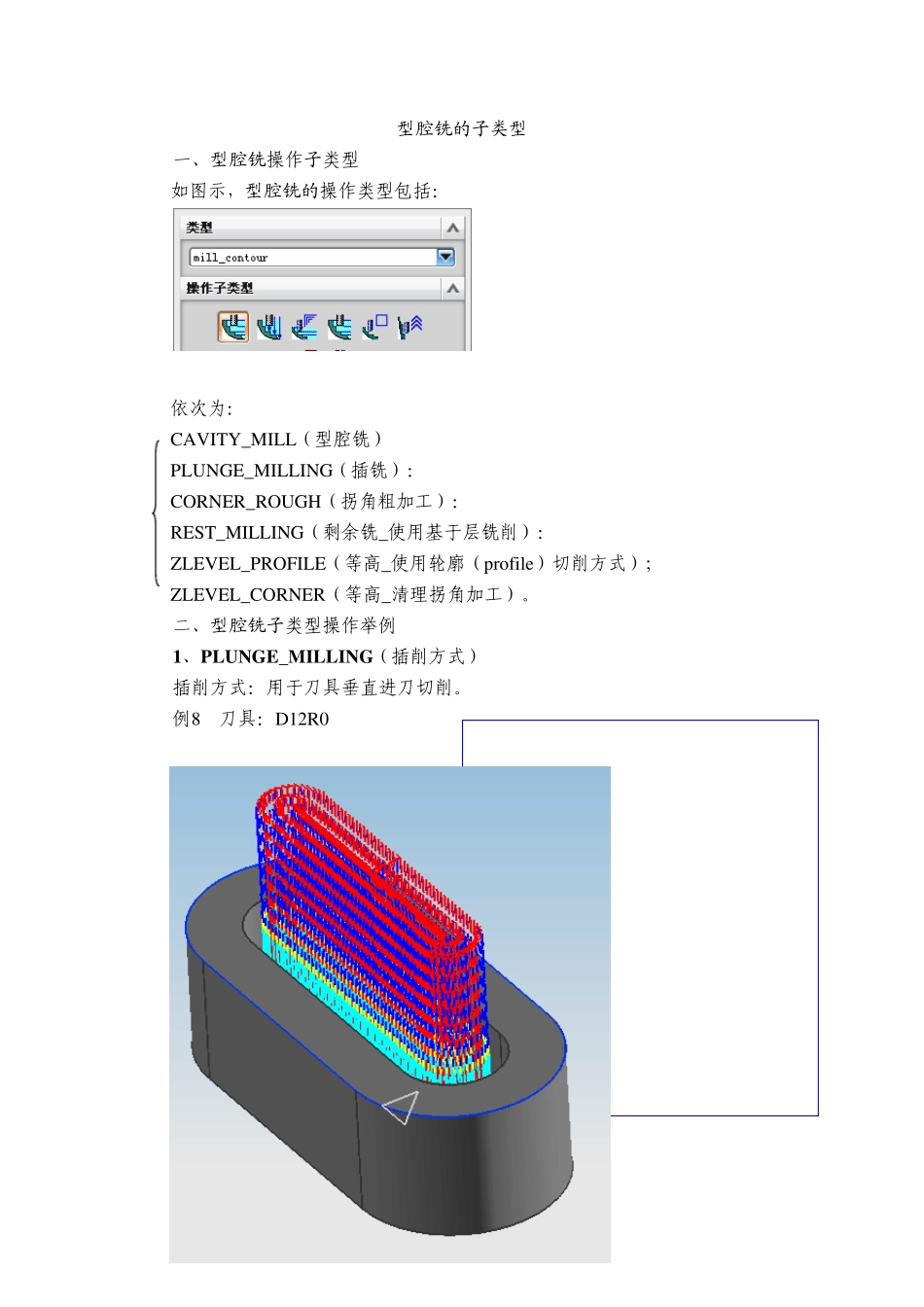
二、型腔铣子类型操作举例 1、PLUNGE_MILLING(插削方式) 插削方式:用于刀具垂直进刀切削
例8 刀具:D12R0 2、CORNER ROUGH(拐角粗铣、清拐角) 使用参考刀具的型腔铣方式,进行拐角的粗加工
例9 图示零件 ⑴CAVITY_MILL 使用刀具:D20R0 全局每刀深度:4 m m 余量:用侧面一样0
6m m ⑵CORNER_ROUGH 使用刀具:D10 R0 全局每刀深度:2m m 余量:用侧面一样0
6m m 使用参考刀具
⑶ REST_MILLING 几何体:切削区域几何体 使用刀具:D10 R0 全局每刀深度:0
5m m 余量:用侧面一样0
25m m 切削方式:跟随工件 3、REST_MILLING(剩余铣_使用基于层铣削) 剩余铣_使用基于层铣削:主要用于型芯、型腔零件粗加工后的二次开粗(半精加工) 例10 图示工件 ⑴CAVITY_MILL 使用刀具:D25R4 切削层:⑴0~20,局部每刀1m m ⑵20~65,局部每刀4m m ⑶65~100,局部每刀2m m 余量:用侧面一样0
6m m ⑵REST_MILLING 几何体:切削区域 使用刀具:D16R2 全局每刀深度:2mm 余量:用侧面一样0,25mm ⑶CONTOUR_AREA 几何体:切削区域 使用刀具:BALL_MILL_d6球铣刀 驱动方式:区域铣削 余量:用侧面一样0mm 切削区域