浆纱工艺设计指导书 【任务】 南通某纺织企业接到某外贸公司一来样订单,数量为12000 米,允许交货偏差±5%,质量标准国标一等品,三联匹,交期为30 天,该纺织企业的主要设备有贝宁格 ZC-GE/GCF 型整经机 1台,祖克 S432 型双浆槽浆纱机 1 台,GA708 喷气织机 80 台
织物品种为65〞 JC80S×JC80S 89×84,质量要求国标一等品
一、调浆 (一)确定浆液组分 一般品种的浆料配方可参考表 1
表 1 常见织物浆料配方参考表 产品 平均经纬线密度 经纬密度总和 主浆料及其配方设计 中、高特一般织物 21 以上 590 以下 原淀粉(90)+分解剂(6)+柔软剂(4) 中、高特高密织物 21 以上 787 以下 变性淀粉(85)+PVA(10)+柔软剂(5) 中特一般织物 13~21 787 以下 变性淀粉(80)+PVA(15)+柔软剂(5) 低特一般织物 4
9~13 787~984 变性淀粉(70)+PVA(25)+柔软剂(5) 中特高密织物 13~15 787 以上 变性淀粉(60)+PVA(35)+柔软剂(5) 低特高密织物 4
9~13 984 以上 PVA(50)+变性淀粉(40)+丙烯酸类浆料(5)+柔软剂(4)+渗透剂(1) 此次任务中的织物品种为65〞 JC80S×JC80S 89×84,属纯棉细薄织物,质量要求国标一等品
参照表 1,确定浆液组分及大致比例如下
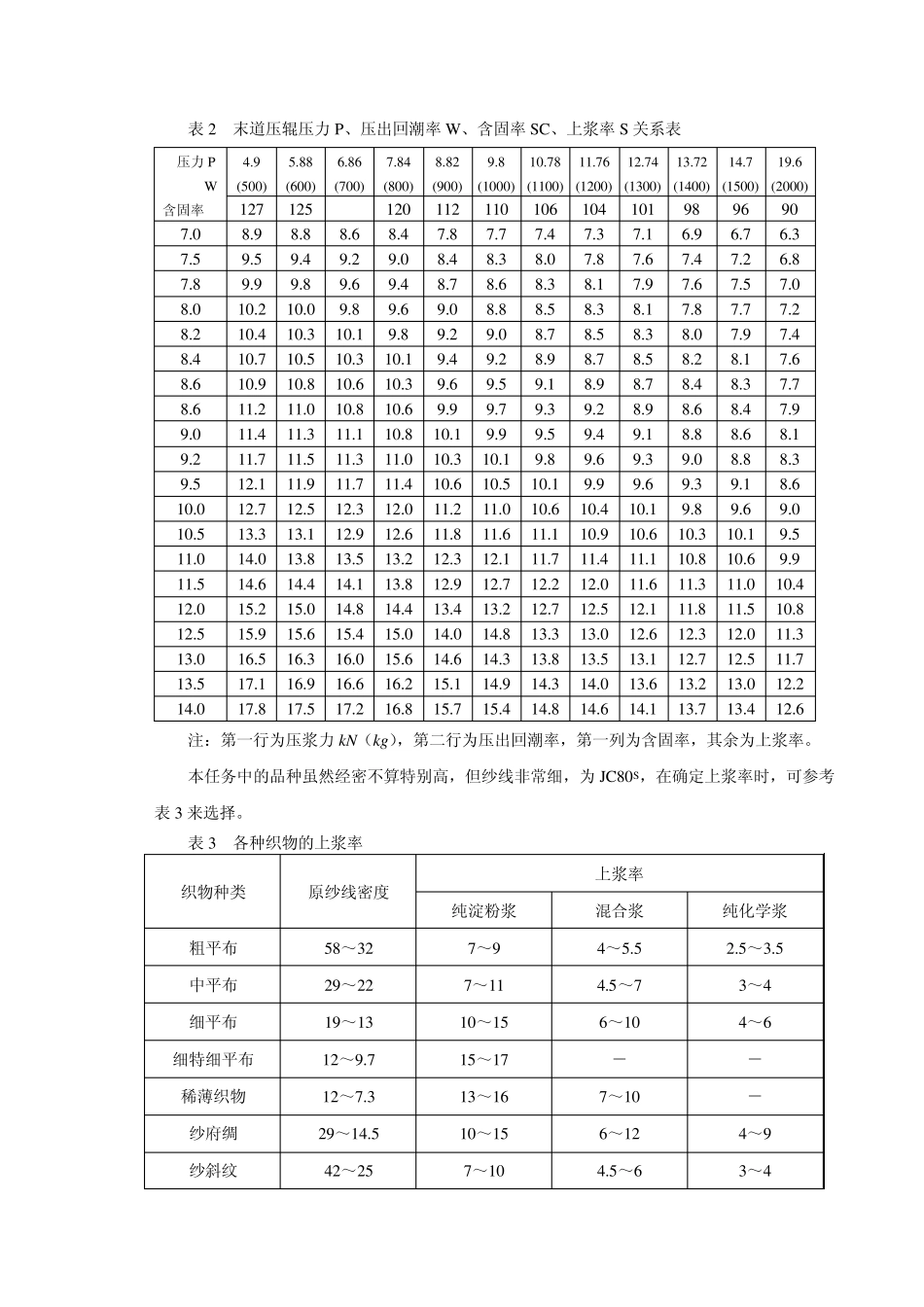
PVA(50)+变性淀粉(45)+助剂(5) (也有企业暂时忽略不计助剂的比例) (二)确定含固率、上浆率、末道压辊压力 确定含固率,需考虑上浆率和压浆辊压力,三者关系如公式 1
含固率上浆率含固率压出回潮率压出加重率 1 (公式 1) 压出加重率是指纱线离开浆槽时,所吸收的浆液重量占原纱重量的百分比
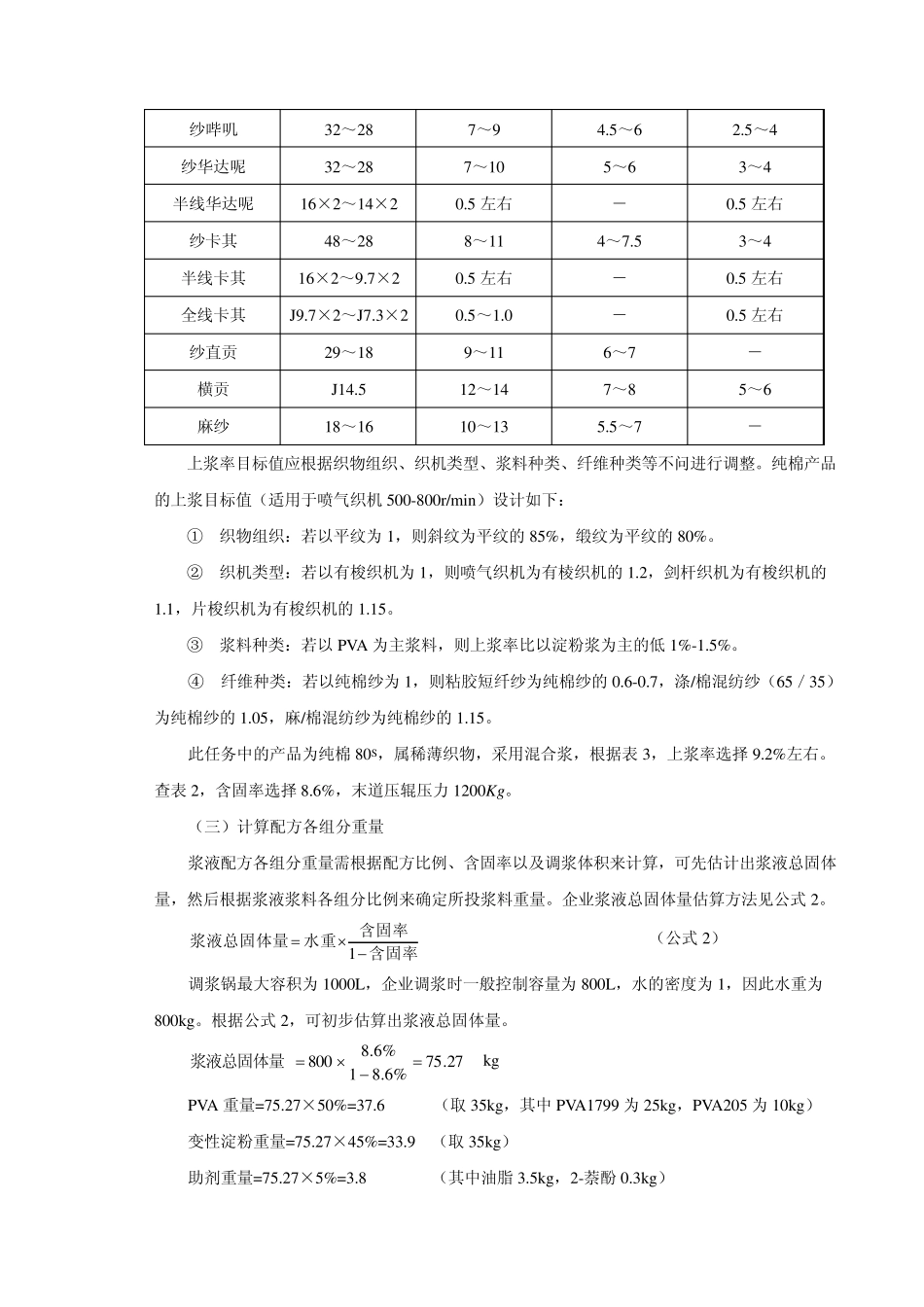
压出回潮率是指纱线离开浆槽时的回潮率,一般在