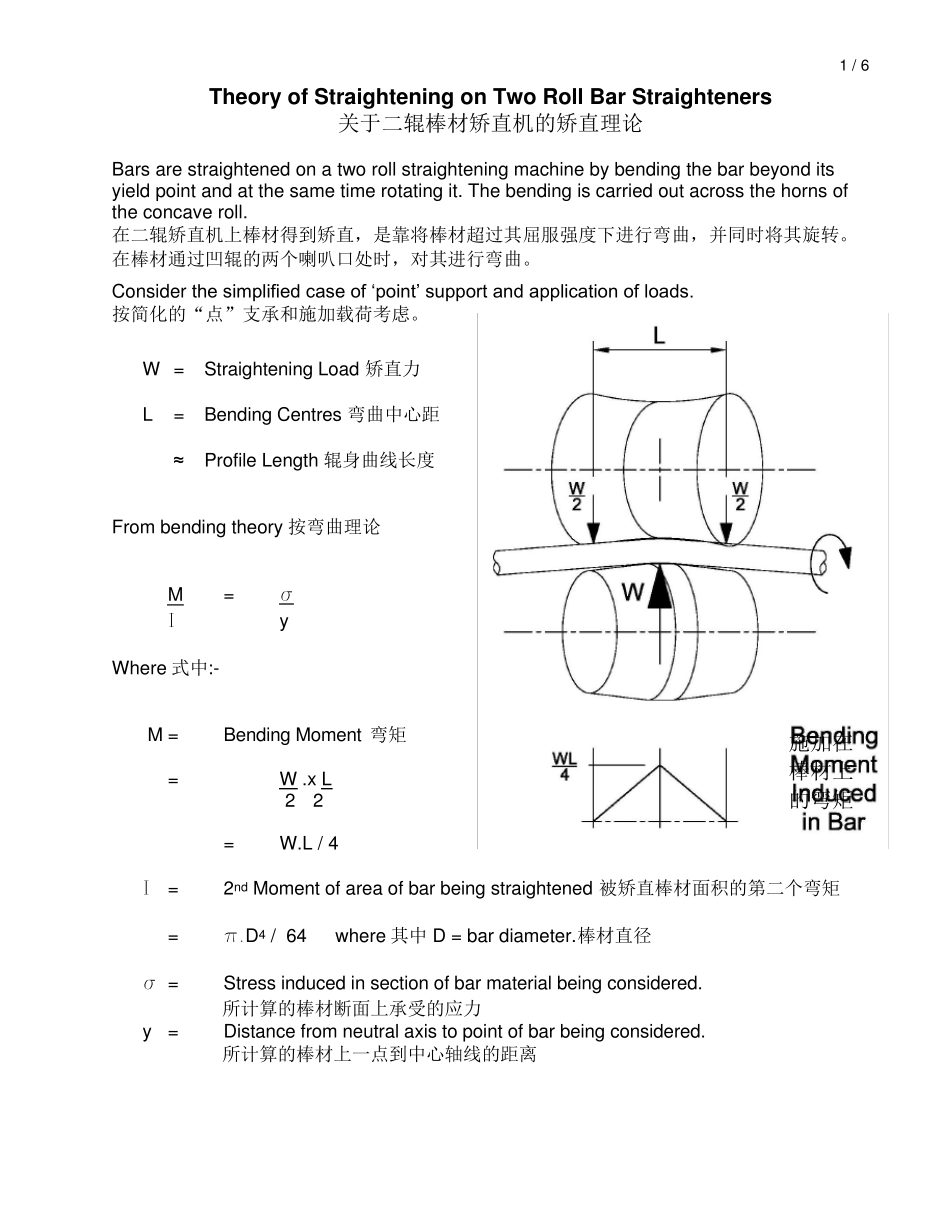
1 / 6 Theory of Straightening on Two Roll Bar Straighteners 关于二辊棒材矫直机的矫直理论 Bars are straightened on a two roll straightening machine by bending the bar beyond its yield point and at the same time rotating it
The bending is carried out across the horns of the concave roll
在二辊矫直机上棒材得到矫直,是靠将棒材超过其屈服强度下进行弯曲,并同时将其旋转
在棒材通过凹辊的两个喇叭口处时,对其进行弯曲
Consider the simplified case of ‘point’ support and application of loads
按简化的“点”支承和施加载荷考虑
W = Straightening Load 矫直力 L = Bending Centres 弯曲中心距 ≈ Profile Length 辊身曲线长度 From bending theory按弯曲理论 M = s I y Where 式中:- M = Bending Moment 弯矩 = W
x L 2 2 = W
L / 4 I = 2nd Moment of area of bar being straightened 被矫直棒材面积的第二个弯矩 = p
D4 / 64 where 其中 D = bar diameter
棒材直径 s = Stress induced in section of bar material being considered
所计算的棒材断面上承受的应力 y = Distance from