1 / 10 挤压拉拔过程中常见的缺陷学院:材冶学院班级:材控11-1 班姓名:李雨田学号: 120113207064一挤压缺陷挤压过程常见的缺陷有: 挤压缩孔、“死区”剪烈和折叠、 纵向裂纹、横向裂纹、 挤压件弯曲、由拉缩引起的截面尺寸不符、残余应力大、以及粗晶环等
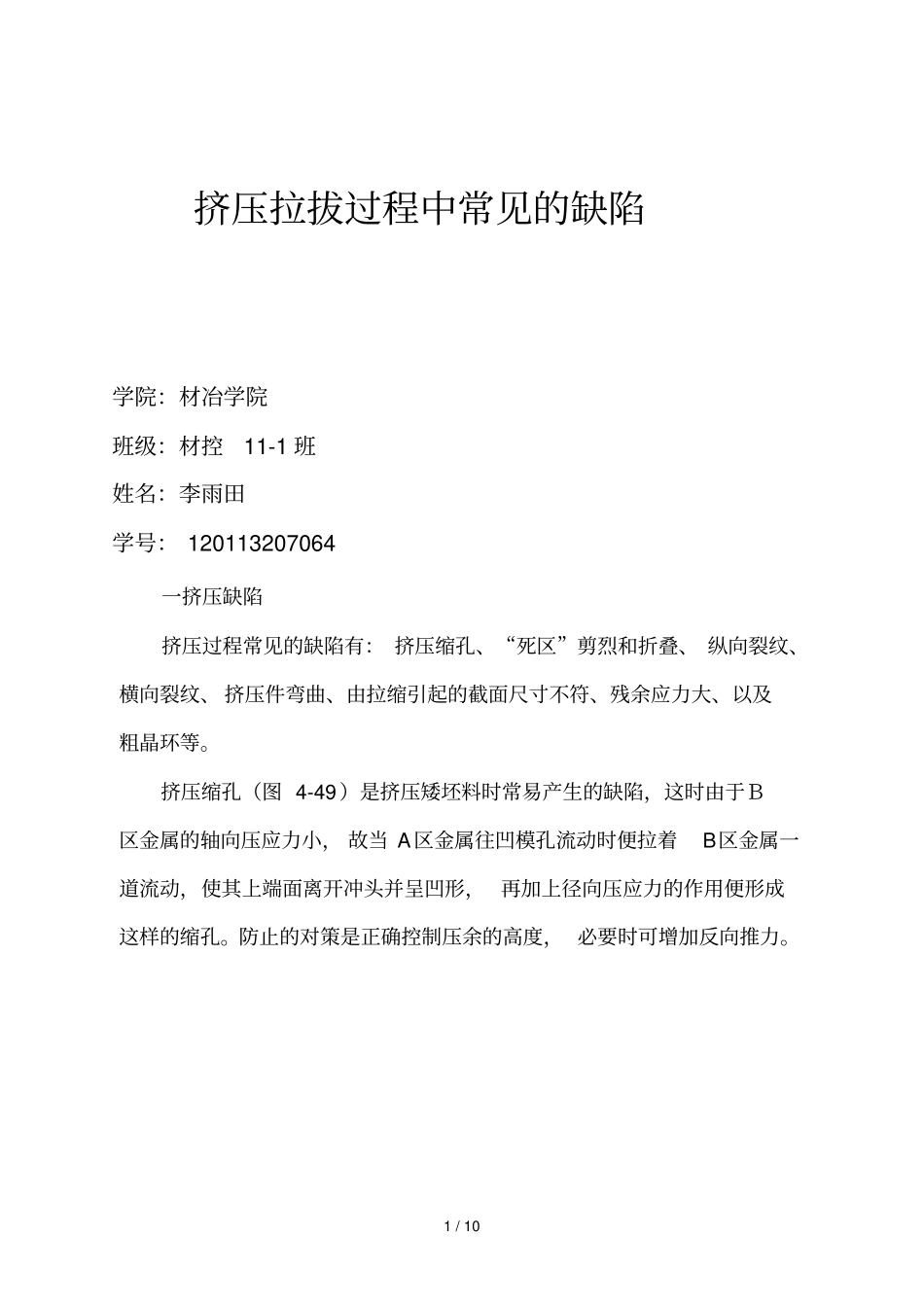
挤压缩孔(图 4-49)是挤压矮坯料时常易产生的缺陷,这时由于B区金属的轴向压应力小, 故当 A区金属往凹模孔流动时便拉着B区金属一道流动,使其上端面离开冲头并呈凹形, 再加上径向压应力的作用便形成这样的缩孔
防止的对策是正确控制压余的高度, 必要时可增加反向推力
2 / 10 图 4-49 挤压缩孔挤压时,如果摩擦系数大和模具温度较低时,常在凹模底部形成一个难变形区, 通常称为“死区”
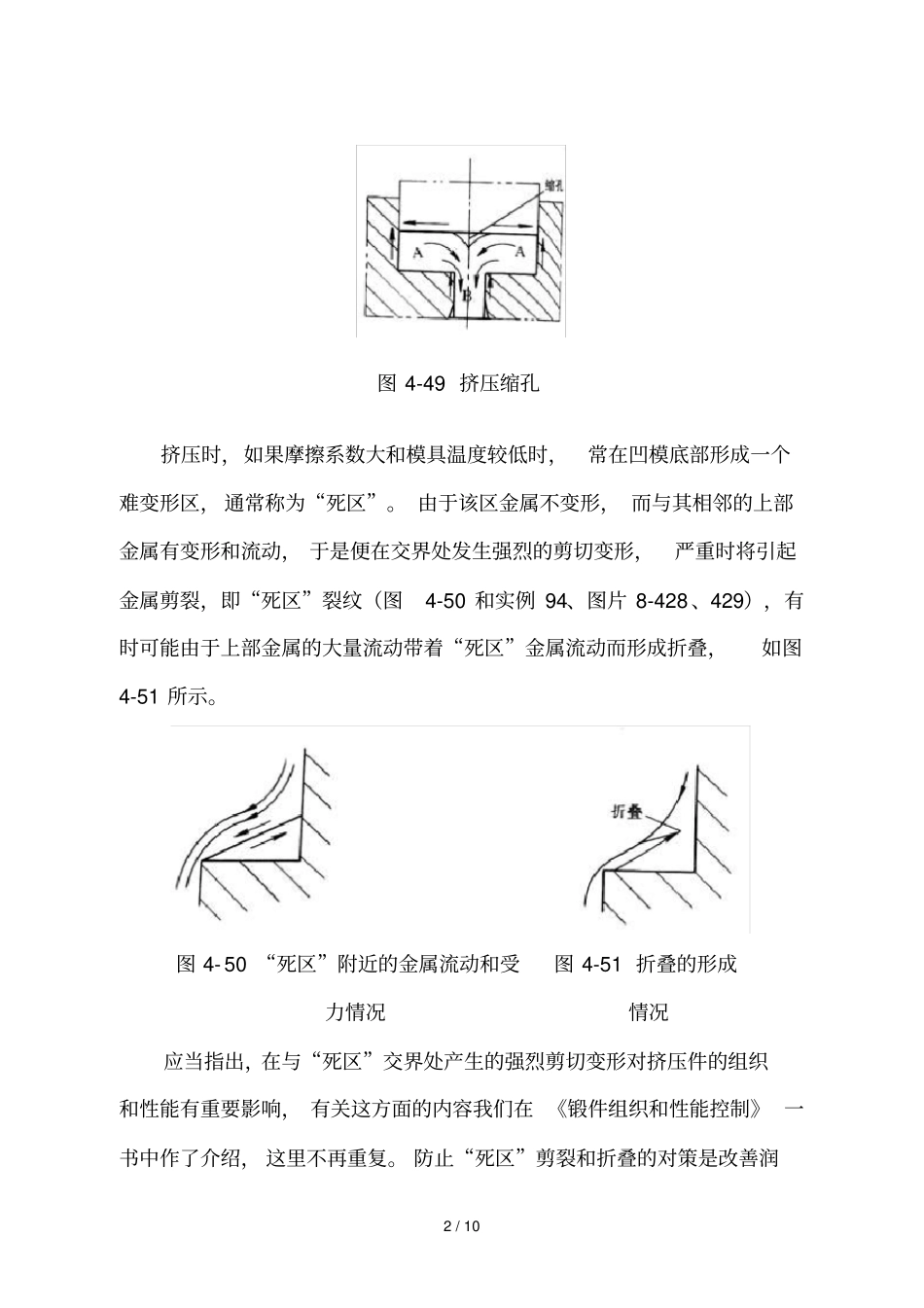
由于该区金属不变形, 而与其相邻的上部金属有变形和流动, 于是便在交界处发生强烈的剪切变形,严重时将引起金属剪裂,即“死区”裂纹(图4-50 和实例 94、图片 8-428 、429),有时可能由于上部金属的大量流动带着“死区”金属流动而形成折叠,如图4-51 所示
图 4- 50 “死区”附近的金属流动和受力情况图 4-51 折叠的形成情况应当指出,在与“死区”交界处产生的强烈剪切变形对挤压件的组织和性能有重要影响, 有关这方面的内容我们在 《锻件组织和性能控制》 一书中作了介绍, 这里不再重复
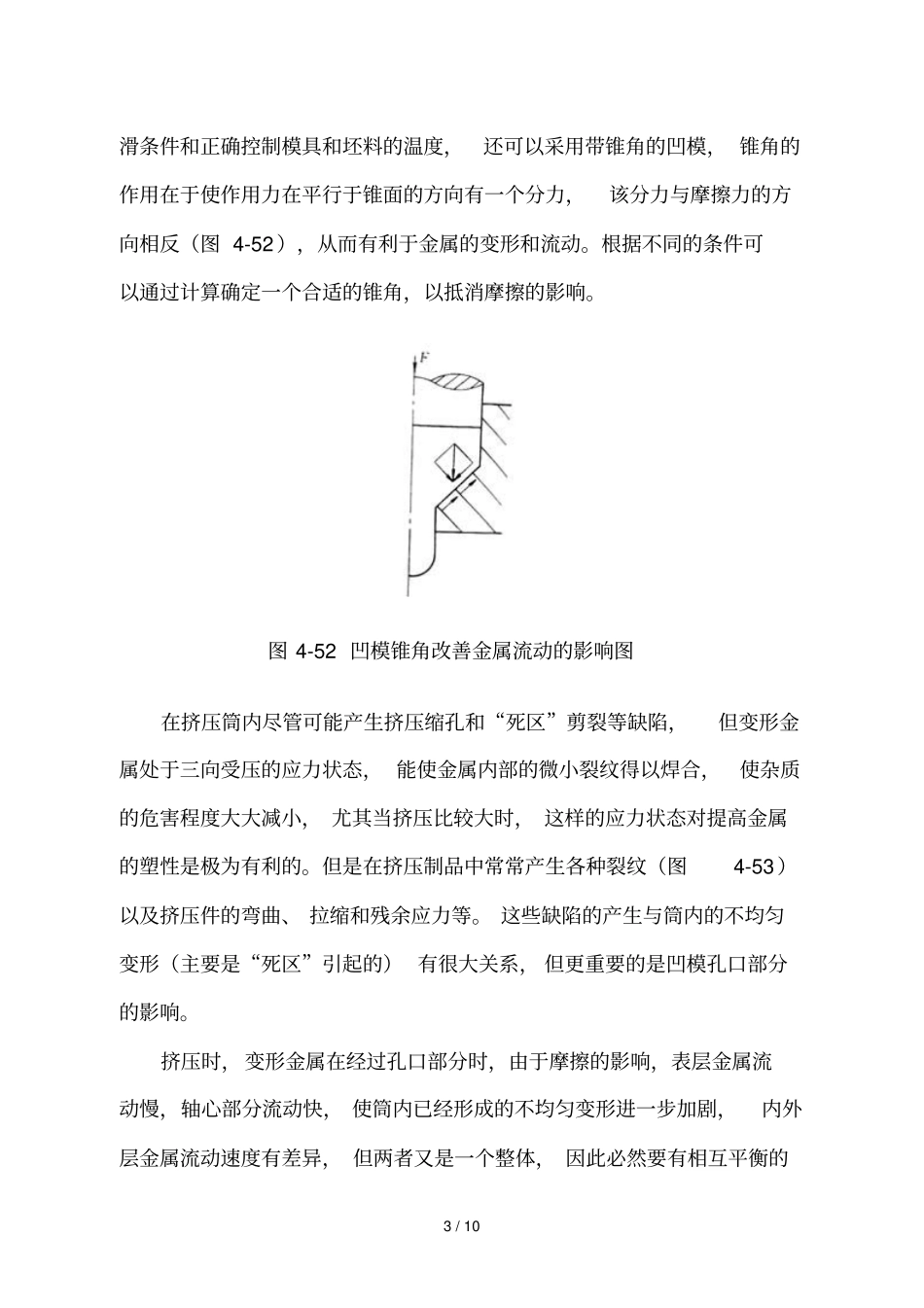
防止“死区”剪裂和折叠的对策是改善润3 / 10 滑条件和正确控制模具和坯料的温度,还可以采用带锥角的凹模, 锥角的作用在于使作用力在平行于锥面的方向有一个分力,该分力与摩擦力的方向相反(图 4-52),从而有利于金属的变形和流动
根据不同的条件可以通过计算确定一个合适的锥角,以抵消摩擦的影响
图 4-52 凹模锥角改善金属流动的影响图在挤压筒内尽管可能产生挤压缩孔和“死区”剪裂等缺陷,但变形金属处于三向受压的应力状态, 能使